Részletesen: csináld magad szelepjavítás egy igazi mestertől a my.housecope.com oldalon.
Öntöttvas tolózárak, párhuzamosak, karimás, felfutó szárral, kézi hajtású
A 8-as tárcsák (33. ábra) nem ereszkedtek le teljesen, nem nyomódtak a test O-gyűrűihez
Húzza meg a 2 kézikereket (32. ábra) egy speciális kulccsal 8 vagy egy csőkaros kulccsal 1. A 4 orsó végeinek és az anyáknak azonos magasságban kell lenniük. A kulccsal való meghúzás előtt forgassa vissza a kézikereket néhány fordulattal. Ez biztosítja, hogy a szelep kevesebb erőfeszítéssel zárjon, mivel az orsó meghosszabbításával megkenheti a meneteit.
Rizs. 32. Szelep nyitása és zárása: a, b - helyes; c - rossz; 1 - karos csőkulcs; 2 - lendkerék: 3 - törmelék vagy csődarabok; 4 - orsó; 5 - tömszelence fedele; 6 - házfedél; 7 - test; 8 - speciális kulcs
A lendkerék forog, de az orsó álló helyzetben van
A négyzet éleinek konvergenciájának lekerekített sarkai a lendkerék alatti orsón
A 13 orsót (33. ÁBRA) egy csőkulccsal tartva csavarja ki a 3 anyát bármelyik kulccsal, és távolítsa el a lendkereket 1. Reszelje le reszelővel az új éleket a meglévőnél alacsonyabbra, ha az orsó hossza megengedi. Az orsót csőkulccsal megfogva kinyithatja és zárhatja a szelepet
Rizs. 33. Öntöttvas, párhuzamos, felfutó szárral karimás, kézi hajtású tolózár: 1 - kézikerék; 2 - futó anya; 3 - anya; 4 - kulcs; 5 - anya; 6 - tömszelence-tömítés; 7 - tömítés; 8 - lemez; 9 - tárcsa tömítőgyűrű: 10 - test tömítőgyűrű: 11 - ék; 12 - tok; 13 - orsó; 14 - házfedél; 15 - csavar; 16 - tömszelence fedele
A lendkerék forog, a haladó anya pedig álló helyzetben van
Kiesik vagy elnyírja a kulcsot
| Videó (kattintson a lejátszáshoz). |
Fogja meg az 1 lendkereket az egyik csőkulccsal, és csavarja ki az anyát 3. A másikkal csavarja ki az anyát 3. A lendkerék eltávolítása után helyezzen be egy új kulcsot 4 a reteszhoronyba, amely acélhuzaldarabból vagy reszelt szögből készült. Fájl. Az új kulcsnak ki kell töltenie a 2 mozgóanya hornyát, és a lendkerék kulcshoronyának aljához kell támaszkodnia. Ez megakadályozza, hogy a kulcs kiessen.
A kézikerék az orsóval együtt forog, és a szelepet nem lehet kinyitni a víz áthaladásához
A szeleptest belsejében lévő orsó téglalap alakú vége nincs kapcsolatban a tárcsákkal
Egy ilyen tartó rögzítéséhez két egymással szemben lévő hornyot kell fúrni az egyik tárcsa nyakába
A kézikerék az orsóval együtt forog, és a szelep nem használható
A tárcsák közötti orsótéglalap sarkai lekerekítettek
A legegyszerűbb módja az orsó cseréje egy régi szeleppel, amely más okok miatt használhatatlanná vált. Az orsót egy új szelepről is eltávolíthatja, ami kevesebb időt vesz igénybe, mint egy másik szelep beszerelése.
Az orsó elhasználódott téglalap alakú végét zsugorítással, kovácsoltvas melegítéssel, vagy elektromos hegesztéssel felületkezeléssel állítjuk helyre. Elektromos hegesztés után élezőgépen korrigálják a sarkokat
A szelep a tárcsák normál mozgása ellenére sem zárja el teljesen a vizet
Egyenetlen felhalmozódás és karcolások az O-gyűrűkön
Tisztítás után dörzsölje át a gyűrűk egyik felületét krétával, vagy törölje le egy régi írógéphez való szénpapír munkaoldalával. Most törölje le a szennyezett felületet a megfelelő illeszkedő felületre. Szabályozza a kialakult színes dudorokat. A lapozás szintén nem tilos, de hosszabb.
Durva lelapoláshoz használhatja az élezőből visszamaradt port. Ön is elkészíthet egy port finomra zúzott tégla és üveg keverékéből. Kenje fel a port egy sík fémfelületre, kerámia csempére stb.A tárcsák bronz tömítőgyűrűivel hajtsa át a keveréket különböző irányokba, néha emelve. Annak érdekében, hogy a keverék jobban beburkolja a gyűrűk felületét, adjon hozzá folyékony olajat, a keveréknek dobozos csizmakrém állagát kell elérnie (a krém tubusban vékonyabb). A durva átlapolás megengedett csiszoló kendővel is, ragasztva vagy a szélei mentén a deszkához kötve. A deszka szélessége nagyobb legyen, mint a gyűrű átmérője. Egyszerre dörzsölje át a teljes felületet, változtatva az oda-vissza mozdulatok irányát és egyenletes nyomást gyakorolva a tábla teljes felületére. Ily módon kényelmes a lemez felületének tisztítása, de a tok belső felületét nehéz megtisztítani lapoláskor, használhat speciális pasztákat, például GOI-t.
A lendkerék a futóanyáról van lehajtva
1. Csiszoljon meg egy új anyát esztergagépen úgy, hogy éleket készít marógépen vagy fémfűrésszel és reszelővel. Vegye figyelembe, hogy a mozgató anya szinte mindig belül trapéz alakú, kívül pedig metrikus. A D = 50 mm-es szelepeknél kulcs helyett külső menetet vágnak a 2 mozgatóanyára. Egy lendkerék van rácsavarva, aminek az agy belső furatában van egy megfelelő menet. A lendkerék a 3. anyával van ellensúlyozva (lásd 33. ábra). Figyelembe kell venni, hogy a futóanyán és a lendkeréken a menetek balosak, vagyis a lendkerék gördül le a futóanyáról, ha meghúzod, le akarod engedni a tárcsákat és elzárni a szelepet.
2. Távolítsa el az anyát egy hasonló szelepről, amely nincs beszerelve a csővezetékekbe. Forgassa el az anyát az óramutató járásával megegyező irányba. Szerelje vissza az anyát az óramutató járásával ellentétes irányba csavarva, amíg meg nem akad a lendkerékagy meneteinél.
3. Csavarja le a lendkereket. Tegyen egy rongyot a csőkulcs pofái alá, és forgassa el az orsót a felső menetes végénél a kívánt irányba.
A lendkerékagy nem forgatható
Törött kerék és lendkerék küllői
Válassza ki a megfelelő számú csőkulcsot az agyon, vagy távolítsa el az agyakat, és dolgozzon a meglévő villáskulccsal. A hengeres felületek megfogásához a kulcsnak két éles fogú pofával kell rendelkeznie
A szelep nem nyitható és zárható
Tegyen egy rongyot a csőcsavar pofái alá, és forgassa el vele az orsót a menetes végénél.
Szivárgás a tömszelence fedelének alól
Laza tömítés
Egyenletesen, váltakozva húzza meg a 3 anyákat a 15 csavarokon. Ha a 16 tömszelence burkolat karimája a test 14 burkolatának karimájához feküdt, akkor ki kell tölteni a 6 tömítést, vagy el kell távolítani a régi maradványait és ki kell cserélni. azt egy újjal. A tömszelencét csak úgy lehet cserélni, ha a lendkereket ütközésig meghúzzuk, és ellenőrizzük, mennyire van zárva a szelep. Ehhez nyissa ki a szelep mögött található egyik szelepet vagy csapot. Enyhe vízszivárgás nem akadályoz, de erős vízsugárnál tilos a mirigyet megtömni, mert a víz kinyomja.
A tömszelence megtöméséhez csavarja ki a tömítődoboz fedelét tartó anyákat 3. Távolítsa el a ház fedeléről 14. Könnyebb ezt megtenni, ha a tömszelence fedelét szekvenciálisan, vagy még jobb egyszerre mindkét oldalról lefeszítjük, például egy nagy csavarhúzó ásójával és egy csappal vagy a csőkulcs-karok fogantyúival. Annak érdekében, hogy az olajtömítés fedelét a jövőben ne zavarja, akassza fel a lendkerék küllőiről egy huzalra. Tisztítsa meg a tömszelencét a szennyeződéstől és a régi tömítés törmelékétől egy acélkampóval. Az első réteg friss csomagolóanyag felhelyezése után próbálja meg jól tömöríteni. Ezt a legkényelmesebb ugyanazzal a tömszelence-fedéllel megtenni, ha az szabadon behatol
a lyukba. A tömítőrétegek fektetésekor a megfelelő átmérőjű, hosszában elvágott cső fele is segít. Kényelmesebb lesz a cső ilyen felét használni, ha a fogantyút 90 ° -os szögben hozzáhegesztik. Használhatja fogantyúként fűrészelt 20-30 ° -os szögben és hajlított szektorban: csövek.
Engedje le a tömszelence fedelét a visszanyert tömszelencére, és húzza meg az anyákkal.Ennek a burkolatnak a pereme és a házfedél pereme közötti hézagnak 6-10 mm-nek kell maradnia tartalékként. Ellenőrizze a munka minőségét az orsó felemelésével és leengedésével. A vízszivárgás az anyák további meghúzásának szükségességét jelzi.
Ha nincs szabványos tömítés, használjon csavart zsákvászon szálakat vagy olajjal enyhén megolajozott pamutcsíkokat, hogy megakadályozza a rothadást. Alkalmas tömítő és természetes szálú kötelekhez. A tömítés speciálisan vágott gumi félgyűrűkből is készülhet, de ebben az esetben kissé meg kell húzni a tömítés fedelét. Az erős meghúzás túlzott ellenállás kialakulásához vezet az orsó mozgásával szemben, és a gumi összeomlik
Szakadt vagy benyomódott tömítés
Az előző esethez hasonlóan zárja el a szelepet, és ellenőrizze, hogy mennyi víz nem megy át rajta. Ezután távolítsa el a 14 burkolat és a 12 test közötti összekötő csavarokat, és egy idő után cserélje ki hosszabbakra (20-25 mm-rel hosszabbra). Távolítsa el a többi csavart is, a hosszúaknál pedig csavarja ki az anyákat 2-5 menettel, és azonnal forgassa a kézikereket zárás felé. A 14 fedél kissé megemelkedik. Ismételje meg az "eljárást", amíg 1-15 mm-es rés nem lesz, ami elegendő a 7 tömítés cseréjéhez. Néha a rést megnövelik, hogy megtisztítsák a felületeket a kopott tömítés maradványaitól.
Vágjon egy új tömítést a régi vagy a fedél mentén, két csavarátmérővel csökkentve a külső méreteket. A tömítést egy helyen cikkcakkban vágja be, hogy beillessze a burkolat és a test közötti résbe. A tömítés kivágásán lévő cikkcakknak meg kell akadályoznia a víz szivárgását. A biztonság kedvéért két távtartó szerelhető fel 180°-os bemetszéssel. Hagyja a „szarvakat” a távtartón, hogy beállítsa a távtartó helyzetét vágás közben.
A legjobb tömítésanyag a gumilemez, a legrosszabb a normál, nem hullámos olajozott karton
 A szelepek javítása kötelező eljárás, amely az ilyen eszközök működését kíséri. Valójában vannak mozgó elemek a tolózárak kialakításában, ezért az ilyen elzárószelepeket legalább rendszeresen ki kell cserélni.
A szelepek javítása kötelező eljárás, amely az ilyen eszközök működését kíséri. Valójában vannak mozgó elemek a tolózárak kialakításában, ezért az ilyen elzárószelepeket legalább rendszeresen ki kell cserélni.
Ezenkívül a szelep más okok miatt is meghibásodhat. Ezért ebben a cikkben megvizsgáljuk az eszköz működését fenyegető tipikus fenyegetéseket, és azt, hogyan lehet ezeket kiküszöbölni a szelep időszakos vagy nagyjavításával.
A szelepek kialakítása feltételezi, hogy működés közben az egység elveszítheti funkcionalitását a következő körülmények kombinációja miatt:
- A test-csővezeték dokkolóegység tömítettségének elvesztése.
- A tömítettség elvesztése az orsó-töltődoboz dokkolóegységében.
- Tömörítés elvesztése a szárnytestű dokkolóegységben.
A szeleptest és a csővég közötti szivárgás oka vagy összeszerelési hiba, vagy a csatlakozást tömítő tömítés deformációja miatti szivárgás. Az ilyen meghibásodás diagnosztizálása vizuálisan történik: a szelepek - öntöttvas, acél vagy polimer - javításának szükségessége nincs különbség, szivárgást jelez a test és a csővezeték közötti csatlakozás területén.

A karosszéria vagy a tömszelence-fedél nyomáscsökkenésének oka csak egy szivárgó tömszelence - egy tömítés, amely védi a szár vagy orsó áthaladási pontját a megadott részeken. Az ilyen meghibásodás a szeleptest szivárgásával diagnosztizálható. Ezenkívül a probléma típusát jelzi a csepegtetés forrása (eleje) - a házfedél nyaka.
A szeleptérben a belső szivárgás oka a szelepszelepek alkalmazása erősen szennyezett áramot szállító csővezetékekben, amelyek részecskéi deformálják a zár tömítőgyűrűit. Ezenkívül a részecskék lerakódhatnak a ház belső falain, megakadályozva ezzel a szelepdugóval való szoros érintkezést. Nagyon nehéz diagnosztizálni egy ilyen meghibásodást. Végül is az egység belső meghibásodásait csak közvetett jelekkel lehet azonosítani - az eltömődött csővezetékben lévő nyomáslökések jelenlétével.
A tolózár javítási technológiája a hiba típusától függ. Végül is a külső szivárgásokat (a testcső és az orsó-mirigy területén) teljesen más műveletekkel diagnosztizálják és szüntetik meg, mint a belső szivárgásokat (a test-csappantyú területén).

A javítási munkák, amelyek célja a szelep működőképességének helyreállítása, vagy az egység teljes szétszerelésével, vagy a szelep részleges szét--szerelésével történnek. A szelep nagyjavítása mindkét módon megszervezhető. Részleges javításokhoz elég leszerelni a tömszelence fedelét és eltávolítani a karosszéria fedelét. Mindazonáltal mindkét művelet egy lépéssel kezdődik - az upstream csővezeték leállításával. Természetesen ezekhez a célokhoz működőképes zárszerkezetet kell használni.
A vezeték karbantarthatóságának fenntartása érdekében nagyon fontos, hogy időben elvégezzenek minden javítási munkát a szelepegységekben. Ellenkező esetben a szelepszelepek helyreállításának költsége több nagyságrenddel nő.
A szétszerelés-összeszerelés folyamata a következő:
- A legelején leszereljük a lendkereket, amiről leszedjük a futóanyát.
- Továbbá a tömszelencefedél rögzítőcsavarjait le kell csavarni a ház fedeléről. Ha a meghibásodás az orsó tömszelence szerelvényéhez kapcsolódik, akkor a burkolat eltávolítása után csak szét kell szerelni a tömítést, és ki kell cserélni egy új, sértetlen szerelvényre.
- A tömszelence szétszerelése (és szükség esetén cseréje) után a karosszéria és burkolata találkozásánál a karimás csatlakozást szét kell szerelni. Ehhez a burkolat rögzítőcsavarjait ki kell csavarni a ház rögzítőfurataiból.
- A burkolat eltávolítása után az orsó levehető a testről és a szelep kihúzható az ülésből. Ebben a szakaszban megtisztíthatja a szelepet és a karosszéria-üléket, és közben kicserélheti a tömítőelemeket. Ezenkívül nagyon gyakran a szelepet egyszerűen egy ugyanolyan alakú új alkatrészre cserélik. Végül is minden szelepegység szabványos, ezért a lakatosnak nem lehet problémája a működőképes elem kiválasztásával.
- A szelep cseréje vagy helyreállítása után folytathatja a szelep összeszerelését, amelyet fordított sorrendben hajtanak végre.
Ez a művelet leválasztott szelepen és a csővezetékbe szerelt szerelvényeken egyaránt elvégezhető. De a tömítések cseréjéhez vagy a karosszéria és a cső találkozásánál előforduló hibák kiküszöböléséhez feltétlenül szét kell szerelnünk az egész készüléket, majd szét kell szerelni, majd be kell szerelni a szerelvényeket a csővezetékbe.
A javítási munkák végeztével a lakatosnak meg kell vizsgálnia a készülék működőképességét. Vagyis a javított szelepnek le kell zárnia a csővezetéket, teljesen le kell állítania a folyadék áramlását a csővezetékben. 
A vezérlőkészülék ebben az esetben egy hagyományos manométer, amely rögzíti a nyomásesést a szelep alatt (az áramlás irányában) elhelyezkedő csőben.
Az elzárószelepek meghibásodásának fő oka a tömítőelemek szivárgása. Ennek okai lehetnek:
- a tömítőszerkezet alatt megakadt szennyeződés;
- karcolások, kivágások vagy egyenetlen kopás a tömítés felületén.
Ha szivárgást észlel a szelepben, többször ki kell nyitni és zárni kell, hogy a víz áramlása lemossa a tömítésekről a felgyülemlett szennyeződést. Ha ez nem segít, szerelje szét a szelepet vagy a szelepet, és távolítsa el a szennyeződéseket a tömítőfelületekről. Ebben az esetben figyelni kell a karcolások, süllyedések vagy horpadások és egyéb egyenetlenségek jelenlétére a felületeken, és ha szükséges, ezeket lapolással kell megszüntetni.
Lappangó elzáró szelepek előállítása az alábbiak szerint. A tömítőfelületeket tiszta gépolajjal kenjük be, és csiszolóporral vagy üvegzúzalékkal szórjuk meg.Ezt követően az átlapolást egyenletesen elforgatják a lapolt felület mentén, amíg a tömítőfelületeken lévő hibák teljesen el nem távolodnak. A végén egy speciális paszta segítségével vékony lelapolást végeznek. Ezt követően a felületeket petróleummal átitatott tiszta rongyokkal letöröljük, szárazra töröljük és sűrített levegővel lefújjuk.
A lapolás minőségét olajjal vagy ceruzával ellenőrizheti. Az egyik átlapolt felületet ásványolajjal megkenjük, a másik felületre felvisszük, és enyhén megnyomva 10-12-szer legfeljebb 20 ° -os szögben jobbra és balra fordítjuk. Ezután a felületeket szárazra töröljük és a fénybe nézzük. Kiváló minőségű lefedéssel a teljes felületnek ragyognia kell. Ha jól láthatóan fényes területek vagy csíkok vannak, akkor érdemes újra átlapolni pasztával. Ceruzával történő ellenőrzéskor négy sugárirányú vonalat viszünk fel a reszelt felületre grafitceruzával. Jó átlapolás esetén a ceruzavonásokat a teljes felületen legalább 75%-ban el kell törölni, ellenkező esetben az átlapolást meg kell ismételni. Az elzárószelepek tömítőfelületeinek tömítettségét hidraulikus vizsgálattal végezzük.

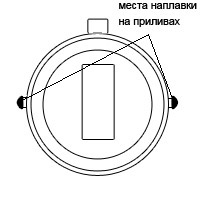 1. A szelep vízszintes csővezetéken található, és zárt helyzetben engedi át a vizet. Ebben az esetben a kapuk tárcsain lévő árapályok nem érintkeznek szorosan a ház falaival, aminek következtében a tárcsák elmozdulnak a ház tömítőfelületeiről, és rést képeznek a tárcsák és a szeleptest között.
1. A szelep vízszintes csővezetéken található, és zárt helyzetben engedi át a vizet. Ebben az esetben a kapuk tárcsain lévő árapályok nem érintkeznek szorosan a ház falaival, aminek következtében a tárcsák elmozdulnak a ház tömítőfelületeiről, és rést képeznek a tárcsák és a szeleptest között.
Ez a meghibásodás az árapály összeolvasztásával kiküszöbölhető. Ekkor a szelep minden helyzetben megfelelően fog működni.
2. A szelepek hosszú távú működése után az ék nem tágítja ki kellőképpen a tömítőfelületeket, és a szelep zárt helyzetben engedi át a vizet.
Ebben az esetben az ékfarok felületezéssel meghosszabbodik.
3. Leeső bronz gyűrűk a tárcsákról vagy a szeleptestről.
A bronz gyűrűket csak forró állapotban szerelik fel a tárcsákra vagy a ház hornyába. A régi gyűrű felszerelésekor rézcsapokkal rögzítheti. Ebben az esetben a gyűrűk alá olajozott azbeszttömítést vagy ólomhuzalt kell fektetni, ez leegyszerűsíti a régi gyűrűk eltávolítását a horonyból.
4. A kaputárcsák leesése az acélbilincs törése miatt. Ebben az esetben a szelep kinyitása vagy zárása lehetetlen.
A hiba kijavításakor jobb, ha az acélbilincset rézre vagy sárgarézre cseréljük. Ebben az esetben csavarral rögzítse a tárcsákat az orsóhoz.
5. A tömszelence fedelének meghibásodását általában vízszivárgás kíséri a szelepszár alól. A vízszivárgás gyors kiküszöböléséhez a szelep szétszerelése nélkül használhat fémbetétet, amelyet rögzíteni kell a sérült tömszelence fedelére.
6. A hibás tömszelence miatt víz szivárog át a száron. Ha ezt a hibát a kezdeti szakaszban nem szüntetik meg, akkor később vészhelyzeti vízszivárgáshoz vezethet, valamint feltételeket teremthet a szelep szárának vagy tömszelencéjének mechanikai károsodásához. A csomagolás szivárgását a következő okok okozhatják:
- az orsó hengerességének megsértése;
- a tömítés helytelen csomagolása a tömszelencében;
- a csomagolóanyag helytelen kiválasztása;
- Nem megfelelő tömörítő tömszelence fektetés közben.
Felismeréskor víz szivárog a tömszelencén keresztül a tömszelence meg van húzva, itt vigyázni kell, mert a tömszelence fedele öntöttvasból készül, és túlzott erő hatására megsérülhet. Ha a szivárgást a tömítés meghúzásával nem lehetett megszüntetni, akkor a tömítést újra cserélik. A régi tömítést eltávolítjuk a tömszelencéből, majd a fonott zsinórt az orsó kerületével megegyező hosszúságú gyűrűkre vágjuk, és a kamrába helyezzük úgy, hogy a tömítés illesztései eltérjenek egymástól és átfedjék egymást. . A tömítést a tömszelence fedővel (tömszelencekövető) történő megnyomásával fejezzük be.A tömszelence fedelét úgy rögzítik, hogy ne legyen torzulás, és a tömszelence mélysége ne haladja meg a 3-5 mm-t. Ebben az esetben az orsónak könnyen kell forognia, speciális erők vagy karok használata nélkül. A 15-40 mm átmérőjű szelepeken a tömszelence-tömítés egyetlen zsinórral is megoldható, 50 mm-es vagy annál nagyobb átmérőnél pedig darabokra kell vágni.
7. Öntöttvas szelepek törése. A szakadások oka elsősorban a csővezetékek hőmérsékleti megnyúlása, amely a tolózár fémében a megengedettnél nagyobb feszültséget hoz létre. A szakadások oka lehet a rossz minőségű öntöttvas öntvény vagy a víz megfagyása is.
A szelep repedésének elkerülése érdekében a következő szabályokat kell betartani:
- Biztosítsa a csővezetékek kompenzációját, hogy ne keletkezzen nagy feszültség a test fémében.
- A karimacsavarokat egyenletesen kell meghúzni.
- A föld feletti csővezetékeken elhelyezett tolózárakat szigetelni kell.
- A szelep védelme a mechanikai igénybevétellel szemben tárolás és szállítás közben.
A találmány csővezeték-szelepek javítására szolgál. Eljárás tolózárak, főleg ékes szelepek javítására, a kész ülékek hézaggal történő felszerelésével a karosszéria furataiban egy önkötő ragasztóanyag-összetételre, majd az összeszerelt ragasztóanyag-összetétel összeszerelése és kikeményítése következik. Összeszerelés előtt meneteket kell vágni a karosszéria furataiban és az üléseken. Mindegyik ülés gyűrű alakú sugárirányú kiemelkedéssel készül. Ezt követően az üléseket az önkeményedő ragasztókompozícióra csavarják a test menetes furataiba. Ebben az esetben az ülések gyűrű alakú sugárirányú nyúlványai vagy az ülések végei és a test közé egy rugalmasan deformálható elemet kell beépíteni. Ez lehetővé teszi a becsavarható ülés önbeállását az ék mentén, és egy rugalmas elem biztosítja az összes rés kiválasztását, ami növeli az ülések és a karosszéria közötti kapcsolat szorosságát. Ez a kialakítás csökkenti a munkaintenzitást és növeli a szelepjavítás megbízhatóságát. 3 beteg.
A találmány a gépiparra vonatkozik, különösen csővezeték szerelvények javítására.
Ismert módszer a kapu tömítőmezőinek helyreállítására, amely abból áll, hogy egy kemény, rozsdamentes ötvözetet közvetlenül a testre és a megerősítés ékére vonnak, majd ezt követi a megmunkálás és a lapolás (lásd AF Pongilskiy. Szerelő csővezetékek és gőz- vízszerelvények M .: Felsőiskola, 1973). Ez a módszer meglehetősen munkaigényes, és speciális, precíz és összetett berendezéseket igényel.
Ismeretes az ékszelepek javítási módszere is (lásd az AS 310078 szabványt), amely abból áll, hogy a ház és az ék furathornyaiban egy résbe, például fémgyűrűket szerelnek fel egy önkeményítő készítményre, majd összeszerelik a ék és test, tartsa a szerelvényt, amíg a kompozíció megkeményedik ... Ennek a módszernek a hátrányai közé tartozik a test és az ék tömítőgyűrűinek nem teljes egymáshoz tapadásának lehetősége (és ebből adódóan a tömítettség hiánya), valamint az önbeszerelés lehetetlensége a gyűrű és az ék közötti oldalirányú rés hiányában. a barázda. És ha ezek a hézagok elegendőek a gyűrűk önbeszereléséhez, akkor az önkeményedő készítményt a polimerizáció előtt ki lehet préselni, ami azt jelenti, hogy a gyűrűk nem egymáshoz nyomódnak rugalmasan, ami szintén veszteséghez vezet. a tömítettség vagy a gyűrűk nem teljes érintkezésének megjelenése a ragasztóanyag-összetétellel, ami csökkenti a csatlakozás megbízhatóságát. Sőt, ez a módszer nem alkalmazható becsavarható ülésekkel ellátott tolózárakra (lásd: DF Gurevich. Csővezeték-szerelvények számítása és tervezése. L .: Mashinostroenie, 1969, 129-131. ábra).
A találmány célja a munkaintenzitás csökkentése és a javítás megbízhatóságának javítása.
A műszaki eredményt az éri el, hogy az ék- és csavaros ülékek tömítőmezőit mechanikusan "tisztának" dolgozzák fel, pl.a minimális ráhagyás eltávolításával a kopásnyomok eltűnéséig mind a karosszériaülések, mind az ék tömítőmezői átlapolásra kerülnek, a karosszéria furataiban a fészekre vágják a meneteket, majd rácsavarják a ragasztós önkötő kompozícióra. a karosszéria menetes furataiba, míg az ülések gyűrű alakú sugárirányú nyúlványai közé vagy az ülések végeivel és a testtel egy rugalmasan deformálható elem van beépítve.
A találmány lényegét rajzok szemléltetik. Az 1. ábra egy becsavarható ülékekkel ellátott ékes tolózár metszetében, a 2. ábra. 2. ábra A nézete. ábra szerinti változat, az 1. ábrán. 3 - A nézet a 3. ábrán. 1, opció.
Az 1 testben a 3 ülékek a 2 menetre vannak felszerelve egy 4 hézaggal, amelyben egy 5 önkeményítő kompozíció van elhelyezve, amelyet egy rugalmasan deformálható 6 vagy 7 elem korlátoz, és az 1 test és a gyűrű alakú sugárirányú 8 kiemelkedés közé van szerelve. vagy a 3 becsavarható ülék 9 vége, amelynek 10 tömítőmezeje kölcsönhatásban van a 12 ék 11 tömítőmezőjével.
Szétszerelés után a 3 nyerget megtisztítják a szennyeződésektől, a tömítőmezőket „olyan tisztán” kezelik és bedörzsölik, a nyereg menetét és a test furatait elvágják vagy a meglévő menetet az önszereléshez elegendő réssel meglazítják, majd a 12 ék 11 tömítőmezőit is „tisztán” kezeljük és bedörzsöljük. Ezt követően a 3 ülék menetét önkeményítő 5 kompozícióval bevonjuk, rugalmasan deformálható 6 vagy 7 elemeket szerelünk fel, és a 3 üléket az 1 testbe csavarjuk, majd a 12 éket behelyezzük az 1 testbe. figyelembe véve az ék és az ülék tömítőmezőinek átfedését, biztosítva a termék tömítettségét, és az önigazolásig összeszerelve hagyjuk. A szelep üzemkész.
A 10 ülékek és a 11 ék tömítőmezőinek kopási fokától függően egy vagy két üléket szerelnek fel a 6 rugalmas elemre.
Így a minimális mechanikai megmunkálás „tisztán”, négy mező átlapolása, menetvágás – ilyen a javasolt módszer mechanikai feldolgozási volumene, ami jóval kisebb, mint az ismert analógoknál. Az illeszkedési hézagok lehetővé teszik a becsavarható fészek önbeállását az ékhez, és egy rugalmas elem lehetővé teszi az összes tömítési hézag kiválasztását.
Eljárás tolózárak, főként ékes szelepek javítására oly módon, hogy a kész nyergeket a testben lévő furatokban önkötő ragasztóanyag-összetételre helyezik, majd az összeszerelt ragasztókészítmény összeszerelése és kikeményítése következik, azzal jellemezve, hogy az összeszerelés előtt a karosszéria furataiban és az üléseken meneteket vágnak, és mindegyik nyereg gyűrű alakú sugárirányú kiemelkedéssel készül, majd az önkötő ragasztóanyagra csavarozzák az üléseket a test menetes furataiba, miközben egy rugalmasan deformálható elemet rögzítenek. az ülések gyűrű alakú sugárirányú kiemelkedései vagy az ülések és a karosszéria végei közé kell felszerelni.
A szelep szervizelésének szükségessége a fő hátránya, de a javítás lehetősége az egyik fő előnye.
Szivárgó áramlás elzárása
Hibák a szelep és a test érintkezési felületeiben. (mérleg, mosogató, karcok)
A tömítőfelületek átlapolása a szelepen és a házon. Az érintkezési felületek általában bronzból készülnek. Ehhez le kell szerelni a burkolatot, eltávolítani a redőnyt, és ha szükséges, a testet. A köszörülést különböző szemcseméretű gyémántpasztákkal végzik, a durváról a finomra fokozatos átmenettel.
Figyelembe kell venni, hogy az ékszelepeknél többszöri átlapolás után a szelep leülepszik, ami még polírozott ékfelületek esetén is szivárgáshoz vezet.
Szivárgás a tömszelence alól a szár mentén
Húzza meg a tömszelencéket, és ha szükséges, cserélje ki a tömszelencét.
Ha a tömszelence cseréje után a szivárgást nem sikerült kiküszöbölni, akkor nagy valószínűséggel korróziós gödrök keletkeztek a szárban, amelyet hegeszteni vagy cserélni kell.
A lendkerék nem forgatható
A karbantartó személyzet figyelmét figyelmen kívül hagyó szelepekben fordul elő, és évente kevesebb mint egyszer nyitnak ki. Ennek oka a vízkő a tömítőfelületeken.
Távolítsa el a szelep felső fedelét, és tisztítsa meg a tárcsát és a test tömítőfelületeit. Ha szükséges, a dörzsölő felületek átlapolása.
Ne ütögesse a szárat, mert a vezetőanya elszakadhat.
A kézikerék forog, de a szelep nem nyílik ki
A redőny kinyitása "leesett az orcák"
Emelkedő szárú szelepeknél ez a probléma akkor jelentkezik, ha a szelepet rögzítő szár „bütyök” elkopott, vagy ha a szárvezető anyán lévő menetek megszakadtak.
Ha probléma van a szárral, cserélje ki, vagy hegesszen rá egy kopott „bütyök”.
A kopott vezetőanyát ki kell cserélni, ha a szelep kialakítása ezt lehetővé teszi.
Az elmozdulás nélküli szárú szelepeknél a szelep leeshet, ha a benne rögzített anya elhasználódik. A meghibásodás kiküszöbölése érdekében ki kell cserélni a szelepet, mivel nagy valószínűséggel nem lehet cserélni egy csupasz menettel rendelkező anyát.
Ne szerelje szét a szelepet, ha nyomás alatt van.
A beszerelés után el kell távolítani a levegőt a szelepből, ehhez meglazítják a tömszelencet nyomó csavarokat, majd a tömszelence alóli vízcseppek megjelenése után a csavarokat benyomják.
Havonta egyszer hajtson végre egy teljes ciklust, nyissa ki/zárja, hogy megtisztítsa a dörzsölő felületeket a felgyülemlett vízkő- vagy iszaprétegtől.
Tartsa a felfutó szelepszár szárát kenve.
Hetente egyszer ellenőrizze a szártömítés tömítettségét, és szükség esetén húzza meg vagy cserélje ki. Nyomás alatt lévő csővezetéken a tömszelence cseréje nem megengedett.
A tolózár működés közben nem lehet közbenső helyzetben. A szelep teljesen nyitott vagy teljesen zárt helyzete megengedett.
A csővezeték-szerelvényeket az energiaipar, a lakás- és kommunális szervezetek, valamint a kohászati, vegyipari, élelmiszer- és egyéb iparágakban működő vállalkozások használják.
A csővezeték szelepeinek fajtái és osztályozási táblázata.
Az elzáró-, fázisleválasztó-, védő-, elosztó-, nagynyomású, elzáró- és szabályozó- és szabályozószelepek az áramlási területre hatnak, meghatározzák az anyagáramlás változásait, ténylegesen szabályozzák azokat. A szelepek feladata a munkaközeg áramlásának elindítása és leállítása. A szelepek időben történő diagnosztikája és minőségi javítása biztosítja az egész rendszer hatékony működését, az egység szélső helyzeteinek megbízható rögzítését ("zárt", "nyitott").
A gáz, gőz vagy folyadék áramlásának mozgását a legelterjedtebb típusú elzárószelepek - egy tolózár - szabályozzák. Az eszközöket feltételesen osztályozhatja több jellemző szerint.
A szelepek típusa szerint megkülönböztethetők:
A párhuzamos tolózár ülékfelületei párhuzamosak egymással.
A redőny alakja szerint a szelepszelepek megkülönböztethetők:
Az ékszelepek jellemzője az anyagáramlás mozgásának leállítása a kapunak a szállított anyag főáramára merőleges transzlációs elforgatásával. Az ékkapu tömítőfelületei egymáshoz képest bizonyos szögben helyezkednek el. Minden típusú ék erősen ötvözött acélból készül. Alkalmazás - ammónia (folyékony és gáznemű), gőz és víz, nem agresszív olajtermékek szállítása.
A párhuzamos tolózár ülékfelületei párhuzamosak egymással. Különbséget kell tenni az egytárcsás (kapu) és a kéttárcsás szelepek között.
Az orsó mozgásának típusa szerint szelepek vannak:
- forgó orsóval (transzlációs-forgató és transzlációs mozgások);
- emelkedő szárral és orsóval (csak forgómozgások esetén).
A forgószárú szelepeket olyan csővezetékekben használják, ahol az anya és az orsó súrlódó kenése szükséges, és nem áll fenn az alkatrészek korróziójának veszélye. Az emelkedő szárú tolózárak magasabbak, mint a forgók, műszaki jellemzőik miatt minden más rendszerben használatosak.
Az öntöttvas szelep az anyagok áramlásának elindítására és teljes leállítására szolgál. A maximális üzemi hőmérséklet 225 °C.
Az anyag típusa szerint a szelepeket megkülönböztetik:
Egy acél tolózár blokkolja a mozgást a csővezetékben. Megengedett munkaanyagok - gőz, víz, nem agresszív olajtermékek gáz és folyékony formában. Különböző nyomásszintekkel és járatokkal dolgoznak mérsékelt éghajlaton a csővezeték teljes hosszában.
Az öntöttvas szelep az anyagok áramlásának elindítására és teljes leállítására szolgál. A maximális üzemi hőmérséklet 225 °C. Megengedett anyagok - gőz, olajtermékek, olaj, víz. Vízszintes és függőleges csővezetékekre történő telepítés megengedett, figyelembe véve a telepítés sajátosságait.
Mindkét típusú szelep a javított, kényszer élettartamú szelepek kategóriájába tartozik.
Külön megkülönböztetünk egy szorítószelepet, amely egy rugalmas csőből áll, amely a karimákon karimás védőházban van elhelyezve. Egyáltalán nincs érintkezés a munkaközeggel. A működés elve a rugalmas tömlő egy- vagy kétoldali zárása (becsípése). Alkalmazása - csiszoló iszap, olajtermékek, iszap, agresszív anyagok szállítása. A közeg hőmérséklete nem haladhatja meg a 110 ° C-ot, és a nyomás a csővezetékben nem haladhatja meg a 6 kgf / cm 2 -t.
A készülékek telepítését és karbantartását magasan képzett szakembereknek kell elvégezniük.
A szelepszelepek technológiai és szállítási csővezetékekben történő alkalmazása különféle ipari kulcs- és segédvállalkozásokban, energiarendszerekben, gáz-, olaj- és vízvezetékekben a következő műszaki jellemzőknek köszönhető:
- hosszú élettartam kedvezőtlen körülmények között;
- alacsony hidraulikus ellenállás;
- jelentős terhelésekkel szembeni ellenállás.
Az eszközök beszerelését és karbantartását magasan képzett szakembereknek kell elvégezniük, akik rendelkeznek megfelelő tudásszinttel, engedéllyel rendelkeznek egy adott művelet elvégzésére, és rendelkeznek bizonyos típusú szelepek használatához szükséges ismeretekkel.
A szelep meghibásodásának fő oka a tömítőgyűrűk felületének sérülése az idegen apró részecskék (homok, vízkő stb.) behatolása miatt, miközben a szerkezet tömítettsége megsérül, a szállított anyag szivárog. A veszélyes vagy korrozív anyagok hibás csomópontú csővezetéken történő szállítása során a jelentős anyagi veszteségek mellett környezetkárosítás is lehetséges, a legnehezebb helyzetekben pedig a folyamatban részt vevő dolgozók élete is veszélybe kerül.
A munka végén a szakemberek tesztelik a szerelvényeket a tömítések tömítettségére, tesztelik a készülék működőképességét.
Az egység műszaki állapotának időben történő diagnosztikája és javítása befolyásolja a rendszer minőségét és hatékonyságát.
A hibák kiküszöbölése érdekében a sérült egység helyétől függően a biztonsági szabályok betartásával a szelepeket szétszereljük, majd a munka végén szabványos szerszámmal összeszereljük speciálisan felszerelt műhelyekben vagy közvetlenül a csővezetékrendszerben. A munkavégzésért felelős munkavállaló köteles gondoskodni a menetes és tömítőelemek megfelelő védelméről a sérülésektől, megakadályozni az idegen részecskék bejutását az egység üregébe. A munka végeztével a szakemberek megvizsgálják a szerelvények tömítéseinek, szelepének, tömítésének tömítettségét, tesztelik a készülék működőképességét.
A szelepszelepek javítása és szétszerelése tilos, ha:
- nyomás van a szelepüregben vagy a rendszerben;
- a közeg a készülékben marad.
Elfogadhatatlan a csomók használata az áramlás szabályozására.














