Részletesen: egy 2n125-ös fúrógép saját kezű javítása egy igazi mestertől a my.housecope.com webhelyre.
2N125, 2N135, 2N150, 2G175 típusú függőleges fúrógépek gyártója - Sterlitamak Szerszámgépgyár, OOO NPO Stankostroenie1941-ben alapították.
A Sterlitamak Szerszámgépgyár története 1941. július 3-án kezdődik, amikor megkezdődött az odesszai szerszámgépgyár kiürítése Sterlitamak városába.
A Sterlitamak Szerszámgépgyár már 1941. október 11-én megkezdte a védelmi ipar számára speciális aggregált gépek gyártását.
Jelenleg az üzem fémmegmunkáló berendezéseket, köztük CNC eszterga- és marógépeket, többfunkciós megmunkáló központokat, fémmegmunkáló és forgácsolószerszámokat gyárt.
A 2H125 univerzális függőleges fúrógép 25 mm névleges fúrási átmérővel egyedi és kisüzemi gyártású vállalkozásokban használatos, és a következő műveletek elvégzésére szolgál: fúrás, dörzsárazás, süllyesztés, süllyesztés, dörzsárazás és késekkel történő vágás.
Az orsó fordulatszámának és előtolásának korlátai lehetővé teszik a különböző típusú furatok racionális forgácsolási körülmények között történő feldolgozását.
Kronológia 2125 sorozatú függőleges fúrógépek gyártása az üzemben 25 mm-es fúrási átmérőig:
- 2125 - a függőleges fúrógépek sorozatának első modellje, amelyet 1945 és 1950 között gyártottak.
- 2A125, 2A125A, 2A125K - a sorozat következő modelljeit 1950 és 1965 között gyártották.
- 2N125, 2N125A, 2N125K, 2N125F2 - a sorozat legnépszerűbb és legnépszerűbb modellje, amelyet 1965-től a 90-es évek elejéig gyártottak
- 2S125, 2S125-01, 2S125-04 - a sorozat legújabb modelljei. 2014-ben megszűnt a gyártás
| Videó (kattintson a lejátszáshoz). |
Az orsó mechanikus betáplálásának jelenléte a gépeken, a munkaciklusok kézi vezérlésével.
Lehetővé teszi a különböző anyagokból készült, széles méretű alkatrészek megmunkálását nagy szén- és gyorsacélból, valamint keményötvözetekből készült szerszámok segítségével.
A gépek a főmozgás villanymotorjának megfordítására szolgáló berendezéssel vannak felszerelve, amely lehetővé teszi, hogy az orsó kézi előtolása esetén gépi menetfúrókkal felcsavarják őket.
4. elhelyezési kategória a GOST 15150-69 szerint.
A fejlesztő az odesszai Speciális Szerszámgépek Tervező Iroda.
A különböző átmérőjű furatok feldolgozásához alapvető függőleges fúrógépeket használnak: 2H125. Az egyes modellszámok utolsó két számjegye a legnagyobb furatátmérőt jelöli mm-ben, amely ezen a gépen fúrható 45 darab acéldarabban.
A szerszámgépek fenti alapmodelljei alapján a következő módosított modellek készültek:
2H125A – függőleges fúrógépek automatizált vezérléssel (a vezérlés előre konfigurált bütykök és gombok segítségével történik);
2N125K - a függőleges fúrógépeket keresztasztallal koordinálni;
2Н125С - speciális egyállású függőleges fúrógépek karimás tollszárral, amely többorsós fejek felszerelésére szolgál;
2Н125Н - többpozíciós fúrógépek, amelyeket többorsós fejek és forgóasztalok felszerelésére terveztek;
2N125F2 – CNC fúrógépek keresztasztallal és toronnyal stb.
- 2T125, 2T140, 2T150 - gyártó: Gomel Plant of Machine Tool Units
- 2AC132, 2AC132-01 - gyártó: Astrakhan Szerszámgépgyár
- 2L125, 2L132, 2L135, LS25, LS35 - gyártó: Lipetsk Machine Tool Enterprise (PJSC STP-LSP)
- MN25L, MN25N-01 - gyártó: Molodechno szerszámgépgyár
A 2H125 fúrógép munkaterének rajza
Fénykép a 2H125 fúrógépről
A 2H125 fúrógép fő részeinek elhelyezkedése
- Fúrógép hajtás - 2Н125.21.000
- A gép sebességváltója - 2Н125.20.000
- Olajdugattyús szivattyú - 2Н125.24.000 a 2Н125 géphez
- Olajdugattyús szivattyú - 2Н135.24.000
- Etetődoboz - 2Н125.30.000
- Oszlop, asztal, tűzhely - 2Н125.10.000
- Sebesség- és előtolásvezérlő mechanizmus - 2Н125.25.000
- Elektromos szekrény - 2Н125.72.000
- Elektromos berendezések - 2Н125.94.000
- Orsó összeszerelés - 2Н125.50.000
- Gépi hűtőrendszer - 2Н125.80.000
- Fúrófej - 2Н125.40.000
A 2H125 fúrógép kezelőszerveinek helye
- Lemez - „Feltöltés” hűtőfolyadék
- Tányér - "Lefolyó"
- Hűtés indító szelep
- + 19 csavar az asztali ék és a fúrófej beállításához
- Asztali utazó fogantyú
- Asztali bilincs és fúrófejű csavarok
- Lemez - "földelés"
- Bevezető kapcsoló
- Címke - „Főkapcsoló”
- Jelző gomb MACHINE ON
- Gomb az orsó jobb forgásának bekapcsolásához
- Az orsó bal forgásának bekapcsolására szolgáló gomb
- Gomb az orsó lengőmozgásának bekapcsolásához fordulatszám és előtolás váltásakor
- Váltógomb
- STOP gomb
- Lemez – „Sebesség”
- Tábla - "Csak megállt állapotban váltson sebességet"
- Asztali bilincs és fúrófejű csavarok
- +4 Csavar az asztalék és a fúrófej beállításához
- Lemez – „Előtolás, mm/fordulat”
- Előtolás váltókar
- Kézi adagolás engedélyezése gomb
- Adagoló mechanizmus kézikerék
- Végtag a feldolgozás mélységének számításához
- Lámpa kapcsoló
- Tányér - „Hűtés”
- Hűtőfolyadék szivattyú kapcsoló
- Mélységállító bütyök
- Bütyök a vágandó szál mélységének beállításához
- A főhajtás automatikus megfordításának karja a menet meghatározott mélységének elérésekor
- Erőteljesítmény-lekapcsoló kar, ha egy előre meghatározott munkamélységet elér
- Négyzet a fúrófej kézi mozgatásához
A 2H125 fúrógép kinematikai diagramja
A 2H125 fúrógép grafikus szimbólumainak listája
A 2H125 fúrógép sebességváltójának rajza
Sebességváltó és hajtás. A sebességváltó 12 különböző forgási sebességről tájékoztatja az orsót az 5 (7), 7, 8 mobil blokkok segítségével (7. ábra), 7, 8. A sebességváltó tengelytartói két lemezben vannak elhelyezve - a felső és az alsó 4, amelyeket négy csatlakozó 6 rögzít egymáshoz. A hajtóművet egy függőlegesen elhelyezett villanymotor hajtja forgásba a 10 rugalmas tengelykapcsolón és a 9 fogaskeréken keresztül.
A 3 fogaskerékpáron keresztül a forgás az adagolódobozba kerül.
A hajtómű, valamint a fúrófej összes szerelőegységének kenése a 4 fenéklemezre szerelt dugattyús szivattyúval történik. A szivattyú működését az almotor elején található speciális olajmérő vezérli. lemez.
A 2H125 fúrógép fordulatszámainak és előtolásainak vezérlő mechanizmusa
A 2H125 fúrógép sebesség- és előtolási kapcsolási mechanizmusa
Sebesség és előtolás kapcsolási mechanizmusa. A kapcsolási sebességeket a 2. fogantyú (8. ábra), amelynek kerülete mentén négy, tengelye mentén három pozíciója van, az előtolás kapcsolása a 3. fogantyúval történik, amelynek kerülete mentén három pozíciója van a 2H135, ill. négy a 2H150-hez, és három pozíció a tengely mentén. A fogantyúk a fúrófej elülső oldalán találhatók. A mellékelt sebességek és előtolások visszaszámlálása az 1. és 4. táblák szerint történik.
A 2H125 fúrógép adagolódobozának rajza
Sebességváltó. A mechanizmus külön házba van szerelve és a fúrófejbe van beépítve. Két hármas fogaskerekes blokk mozgatásával kilenc különböző előtolás történik a 2H125, 2H135 gépeken és tizenkét előtolás a 2H150 gépen. A 2N125 és 2N135 gépeken az adagolódobozok csak a hajtásban különböznek, amely a 2N125 gépen az 1. sebességfokozatból áll (9. ábra), a 2N125, 2N135 gépeken pedig a 2., 3. fogaskerekek közül.Az adagolódoboz az adagoló mechanizmus csiga felső tartójának furatába van szerelve. A doboz utolsó tengelyére egy 4-es tengelykapcsoló van telepítve, amely a forgást továbbítja a féregnek.
A 2H125 fúrógép fúrófejének rajza
Fúrófej egy dobozszelvényű öntvény, amelybe a gép összes fő összeszerelő egysége fel van szerelve: sebességváltó, adagolódoboz, orsó, előtoló mechanizmus, orsó ellensúly, valamint fogaskerék- és előtolás kapcsoló mechanizmus.
Etetési mechanizmus, amely csigakerékből, fogasléccel és fogaskerékkel ellátott vízszintes tengelyből, szárból, bütykös és racsnis átfutó tengelykapcsolóból, kézikerékből áll, a fúrófej szerves része.
Az adagoló mechanizmust az adagolódobozból hajtják, és a következő műveletek elvégzésére tervezték:
- a szerszám kézi megközelítése az alkatrészhez;
- a munkaadagolás bekapcsolása;
- kézi előtolás;
- a munkaadagolás kikapcsolása;
- az orsó kézi kihúzása felfelé;
- menetvágásnál használt kézi előtolás.
Az adagolómechanizmus működési elve a következő: a 14 kézikerék (10. ábra) forogásakor a 8 bütykös tengelykapcsoló magától elfordul, amely a fogasléc 3 fogaskerék tengelyét és a fogaskeréket a 7 hüvely-féltengelykapcsolón keresztül forgatja. , és az orsó kézi adagolása történik. Amikor a szerszám megközelíti az alkatrészt, a 3 fogaskerék tengelyén olyan nyomaték lép fel, amelyet a 8 bütykös tengelykapcsoló fogai nem tudnak továbbítani, és a 7 féltengelykapcsoló a tengely mentén mozog, amíg a 7 és 8 alkatrész bütykeinek vége fel nem áll. egymás ellen. Ebben a pillanatban a 8 bütykös tengelykapcsoló a 3 fogaskerék tengelyhez képest 20°-os szögben forog, amelyet a 8 részben lévő horony és egy 10 csap határol. - 7 tengelykapcsoló, kilincsekkel csatlakozik a féltengelykapcsolóhoz 13. A 7 tartó-félkuplung mozgatásakor a 6 tárcsa fogai az 5 csigakerékkel egybeépített tárcsa fogaihoz kapcsolódnak. Ennek eredményeként a forgás a féreg átkerül a fogaslécre és a fogaskerékre, és az orsót mechanikusan táplálják. A 14 kormánykerék további forgatásakor bekapcsolt adagolás mellett a 13 kilincsek, amelyek a 7 tartó-féltengelykapcsolóban ülnek, átcsúsznak a 6 tárcsa belső oldalának fogain; a mechanikus előtolás kézi előretolása történik.
Ha az adagolást a 14 kézikerékkel kézzel (20°-os szögben maga felé fordítva) bekapcsolja, a 8 tengelykapcsoló foga a 7 féltengelykapcsoló üregének ütközik. Axiális erő és egy speciális rugó hatására A 12. ábra szerint a 7 féltengelykapcsoló jobbra vált, és kioldja az 5 és 6 fogazott tárcsákat; a mechanikus előtolás leáll.
Az előtoló mechanizmus lehetővé teszi az orsó kézi előtolását. Ehhez kapcsolja ki a mechanikus előtolást a 14 kézikerékkel, és mozdítsa el magától a 9 sapkát a fogaskerék tengelye 3 mentén. Ebben az esetben a II csap továbbítja a nyomatékot a 8 bütykös tengelykapcsolóról a vízszintes tengelyre. A 4. végtag a fúrófej bal oldali falára van felszerelve a megmunkálási mélység és a bütykök beállításának vizuális leolvasására.
A fúrófej kézi mozgatásához a vezetőoszlopok mentén van egy mechanizmus, amely egy 2. csigapárból és egy I. fogaslécpárból áll. Az adagolószerkezet törés elleni védelmére egy 15 biztonsági tengelykapcsoló található. A 16 anya és a 17 csavar a rugós ellensúly beállítására szolgál.
Függőleges fúrógép orsószerelvénye 2H125
A 2. orsó (11. ábra) kettőre van felszerelve. Az axiális előtolóerőt az alsó nyomócsapágy érzékeli, a szerszám kiütő erejét pedig a felső. A csapágyak a 3 hüvelyben helyezkednek el, amely egy fogaslécpár segítségével mozog a tengely mentén. Az orsócsapágyak beállítása az 1-es anyával történik.
A szerszám kiütéséhez egy speciális eszközt használnak az orsófejen. Kiütés akkor következik be, amikor az orsót a kézikerék megemeli. A készülék tartója felfekszik a fúrófej testére, és a tengely körül elforduló kart 4; kiüti a szerszámot.
A fúrógép elektromos áramköre 2H125
A gép elektromos áramkörének leírása
A B1 bevezető gép bekapcsolásával a fő és a segédáramkörök feszültséget kapnak, a jelzőlámpa kigyullad.Ha hűtésre és világításra van szükség, a megfelelő kapcsolókat „ON” állásba kell kapcsolni. A Kn2 „JOBBRA” gomb megnyomásával a P1 indítótekercs áramot kap, a főérintkezők bekapcsolják az M1-et az orsó megfelelő forgásához. A P1 segédérintkezőkön keresztül bekapcsol a P5 indító, amely magában foglalja az M2 elektromos szivattyút és a P12 késleltető relét.
A KNZ „LEFT” gomb megnyomásakor a P1 indító, az M1 villanymotor, a P12 relé a C3 kondenzátor kisülése után kikapcsol, a P12 relé (28-26) érintkezői záródnak és a P2 indító. és az M1 be van kapcsolva a balra forgatáshoz. A P12 relé ismét bekapcsol.
Automatikus hátramenet esetén ezek a kapcsolások akkor következnek be, amikor a B4 mikrokapcsolót a végtagra szerelt bütyök működteti.
A leállítás a Kn1 „STOP” gomb megnyomásával történik, miközben a P1 vagy P2, P5 indítók kikapcsolva, az M1, M2 kikapcsolásával. A P12 (7-9) relé érintkezőin keresztül a P11 relé bekapcsol, majd a P3 és P4 indítók aktiválása következik. Az M1 villanymotor tekercselése a D1, D2 egyenirányítókon keresztül a Tr2 transzformátorhoz csatlakozik, dinamikus fékezés történik. A C1, C2 kondenzátor kisülése után a P11 relé kikapcsol, amely leválasztja a P3, P4 és M1 indítókat a fékkörről.
Sebességváltáskor, ha a fogaskerekek nem kapcsolnak be, a villanymotor forgórészének fokozatos elforgatását alkalmazzák. A Kn4 „CRANK” gomb megnyomásával a P4 indító bekapcsol, és csökkentett egyenirányított feszültség áramlik át az 1C2-1CЗ fázisokon. A P2 ellenálláson keresztül a P11 relé késleltetéssel bekapcsol, kikapcsolja a P4 indítót és bekapcsolja a P3-at - a feszültség az 1C1-1C2 fázisokon keresztül áramlik. Az ilyen kapcsolás biztosítja a forgórész kilengését és a kinematikát, ami megkönnyíti a kapcsolási sebességet.
A túlterhelés elleni védelemre hőrelék szolgálnak. Nulla védelemhez - mágneses indítók tekercsei és érintkezői.
Oldalak 1 2 3 következő
A válasz elküldéséhez be kell jelentkeznie vagy regisztrálnia kell.
- Jedi lovag
- Ahol: Kostroma
- Bejegyzés: 23-05-2011
- Hozzászólások: 1,010
Egy fúrógépet mentett ki a vasfémből. Nem nagyon szedtem szét, megtisztítottam, bekentem, rákötöttem a hálózatra, elvileg minden működik, de van egy pillanat. Az automatikus előtolás bekapcsolásakor a levegőben lévő orsó normálisan megy, amint elkezd bejutni a fémbe, az előtolás kikapcsol. Különböző sebesség-kombinációkat próbáltam ki, az eredmény ugyanaz.
Fa fúrásakor nincs ilyen probléma.
Termikus kabát van, de egyelőre le van vágva. Én azt mondom, hogy nem az elektromosságban van a probléma, egy motor van a forgatáshoz és a süllyesztéshez, ez most egy hagyományos gépen keresztül direkt 380 V-ra van kötve. A forgás nem áll meg, csak a süllyesztés áll meg.
Varázslatos blackmetal. 
Ha nem titok, akkor mennyire állt meg az üdvösség?
Még nem tudom biztosan, a személy 25 r / kg-ot jelölt meg, a gépet még nem mérték le, de az interneten körülbelül 600 kg.
És tényleg varázslatos, most ennyi pénzért semmi érdemlegeset nem lehet venni. Valami hasonló többszöröse többe kerül.
Előtte vettem egy teljesen működő esztergagépet 15 tr-ért. beleértve a szállítást is. súlya 1,3 tonna)
Előtte vettem egy teljesen működő esztergagépet 15 tr-ért. beleértve a szállítást is. súlya 1,3 tonna)
Valóságtalan szerencse. Egyszerűen irreális.
Gyakran előfordul ez? Szeretném valahogy figyelemmel kísérni a helyzetet ezekben a dolgokban. Hogy hogyan, azt nem is tudom.
Telepíted mindezt a garázsodban-műhelyedben?
- PVS
- Jedi mester

- Ahol: Szverdlovszk
- Bejegyzés: 15-06-2011
- Hozzászólások: 14,334
Tehát manuálisan kell megtennie.
- Jedi lovag
- Ahol: Kostroma
- Bejegyzés: 23-05-2011
- Hozzászólások: 1,010
Tehát manuálisan kell megtennie.
Előtte vettem egy teljesen működő esztergagépet 15 tr-ért. beleértve a szállítást is. súlya 1,3 tonna)
Valóságtalan szerencse. Egyszerűen irreális.
Gyakran előfordul ez? Szeretném valahogy figyelemmel kísérni a helyzetet ezekben a dolgokban. Hogy hogyan, azt nem is tudom.
Telepíted mindezt a garázsodban-műhelyedben?
Ezek különböző helyekről származó dolgok. Csak véletlen egybeesés.
Nem, van egy fémgyártó műhelyem. bérelek egy szobát.
korábban bérelt egy szobát számos géppel.Vissza akartam venni valamit, nem adták vissza, most az egész az utcán hever, de mégsem adnak ki semmit.
még mindig ne adj semmit
Egy alkalmatlan menedzser teljes lényege. Ilyen eszköz a piszkáláshoz. Csak bérelni tudják, és ebből van pénzük. És nem elég az ész ahhoz, hogy legyőzze a meglévő berendezéseket.
Nézem a YouTube-ot, Ufában ugyanaz a baromság, az egykori üzem szerszámgépekkel, ami egy igazi dofigába került. A fém árán beválthatod. Csak a szállítás lesz drága, gondolom. Igény esetén adok egy ott dolgozó/blogot mesterezó/forgató kapcsolattartót.
Nem csak esztergagépek léteznek, hanem vannak nagyon speciálisak is, mint például a heves tonnákhoz való prés, meg minden. nem emlékszem pontosan. Hatalmas szalagkupac van egy külön helyiségben lerakva.
Persze nem tudom, de miért van szükséged erre a takarmányra? Az enyémet sosem használtam. Örök baja van, ez a kenés. Ha a kenőanyag nem folyik, és gőz: orsó - tolljáték nélkül, sok szerencsét.
Oldalak 1 2 3 következő
A válasz elküldéséhez be kell jelentkeznie vagy regisztrálnia kell.
1. üzenet Alex72 » 2018. január 02., 12:43
2. üzenet SOR » 2018. január 02., 12:48
3. üzenet Salnik1970 » 2018. január 02., 13:20
4. üzenet vanek-in1 » 2018. január 2., 17:12
5. üzenet gépész » 2018. január 02., 18:16
6. üzenet Salnik1970 » 2018. január 02., 21:09
7. üzenet Alex72 » 2018. január 03., 13:01
Kösz ! Mond. Melyik oldalon érdemesebb kinyitni az oldalsó fedelet? Mi lenne jobb a tavasz közelébe kerülni
2 perc 31 másodperc múlva elküldve:
8. üzenet Salnik1970 » 2018. január 03., 13:41
9. üzenet vanek-in1 » 2018. január 03., 13:42
10. üzenet Alex72 » 2018. január 06., 01:56
Ma nyitott a végtag oldaláról. Kihúzta a karimát. Két csavarral rögzítve. Valamiféle rugós mechanizmus. igával. A napkerék a karimán marad. Egy kis felszerelést tartalmaz. Ami magán a kormány tengelyén van. Kézi tolltollaban nevelve. Támogatás és mindent összegyűjtött. A tolltolla nem esik le. Bírság. De soha nem tér vissza a csúcsra.
Olvasok. mi van a szekrényben. . Amennyire én értem. Van egy lánc teherrel, amivel vissza lehet vinni a tollat.
És még egy kérdés: Mondd meg a kormányon lévő kupak eszközét 125ki. Vesztettem.
Mennyire nehéz saját kezűleg elkészíteni?
2 perc 53 másodperc múlva elküldve:
Egy kis háttértörténet. Egy ideig egy nagynyomású üzemanyag-szivattyúk (nagynyomású üzemanyag-szivattyúk) javításával foglalkozó műhelyben dolgoztam, és a második emeleten volt egy elhagyott fúró, vagyis egy fúrógép. A tulajdonos a pokolba szállította, és véleménye szerint "megfelelő cserét" vett neki. Amikor megkérdeztem, hogy mi van vele, azt válaszolta, hogy üt a toll, és már nem tud fúrni.
A gép körül járva rájöttem, hogy a tulaj szerencsére tele van
a bolond tévedett, és a probléma a csapágyakban van. De én ezt nem szóltam neki, hanem egyszerűen felajánlottam, hogy ócskavas áron megveszem tőle ezt a „szemetet”, amibe ő is gyorsan beleegyezett. Így lettem büszke tulajdonosa egy 60-as évek végi, körülbelül 150 kilogramm súlyú fúrógépnek, oszlopa öntött, egy darabból készült, 2-es morzekúpos tollal és kilowattos motorral. Egyszóval egész kicsi ipari gép.
Gyorsan felhívtam egy barátomat egy teherautóval, és miközben senki nem gondolta meg magát, szétszedtük emészthetőbb darabokra, bepakoltuk egy autóba, és hazavittük az erkélyes műhelyembe.

Következett a gép részletesebb szétszedése, kinyomva a kukában elpusztult csapágyakat:

Ezt követte: minden leöblítése régi zsírtól, tisztítás régi festéktől, csapágyak cseréje új zárt típusú csapágyakra (gyári zsírral eltömődött).



"Tiszta kalap" - az övek védőburkolata:

Tolltartó összeszerelés már új csapágyakkal:

Ezzel párhuzamosan a gép gittelése és festése is megtörtént:



Az utolsó alkatrészeket megmossuk, a fogantyúkra hőre zsugorodókat helyezünk az esztétikusabb megjelenés érdekében, zsírt (grizz) vásárolunk, és minden készen áll a végső összeszerelésre:



Lassan minden a helyére kerül:

Közben úgy döntöttek, hogy nem a régi háromfázisú motorral fürdik, még mindig nincs otthon három fázisom, így került egy új kilowatt teljesítményű motor és megmunkálták az adaptert. A szíjtárcsa az őt megillető helyére kerül az új motoron:

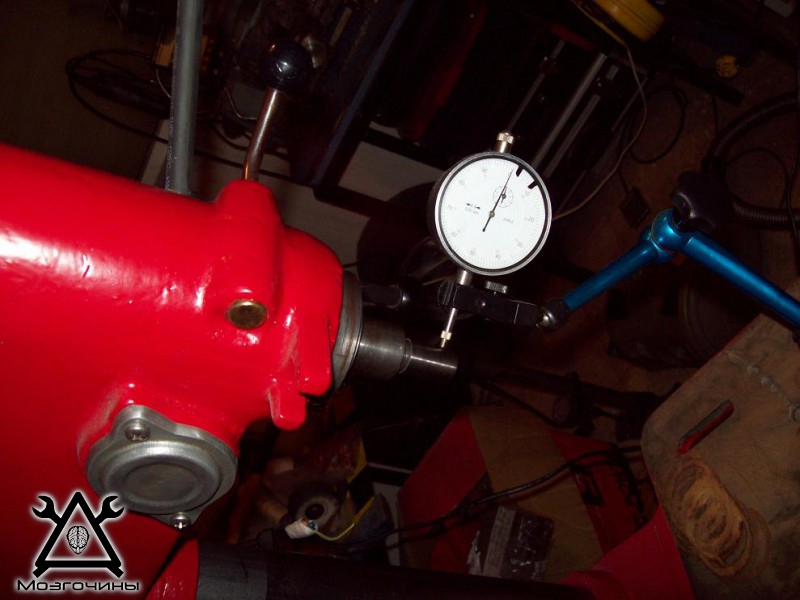
Emlékeztetve arra, hogy jó lenne ellenőrizni a tolljavítás, vagy inkább a csapágycsere eredményét, és megnézni az ebből eredő ütemeket, megpróbáltam megtenni. És - ó, csoda! - annak ellenére, hogy a csapágyak kiválasztásánál nem követtem a pontossági osztályt, az eredmény minden várakozást felülmúlt, a radiális kifutás 0,01 volt:
Végül egy-két utolsó apróság – és máris a helyén van a gép:


És a legvégén - egy kis érdekesség. A gép egyszerűen zseniális, precíz, erős, de egy probléma: A MÁS OLDALON, azaz balra POROD
A történet morálja: ne igyál sok sört a berendezés felújításakor. Százszor elindítottam, csavargattam, köptem és SOHA nem figyeltem arra, hogy ellenkező irányba forog (valószínűleg azért, mert nem volt töltény, de nem látszik a kerek tengelyen). De nem számít. A motor bepörgetése után rájöttem, hogy nem lehet könnyen visszafordítani, és ráköpve vettem egy „baloldali” fúrókészletet, több éve használom, és boldog vagyok, mint egy elefánt.

- DIY steampunk medalion - 2016.12.16
- Steampunk öngyújtó – 2016.08.12
- Újabb Steampunk pendrive - 2016.07.28
- Steampunk pendrive - 2016.07.12
- Elektromos billenő robogó – 2016.06.18
- Műszerfal elektromos rollerhez – 2016.04.06
- Mini kubotán, sörnyitó, kulcstartó – 2016.05.12
- Mini kalapács - 2016.04.30
- Flash meghajtó gyújtógyertya formájában - 2016.04.25
- Medálok motorosoknak – videó – 2016.04.18
- Elektromos rögzítés kerekesszékhez - 2014.07.09
- LED fényszóró elektromos kerékpárokhoz – 2014.06.25
- Atomenergia utáni lámpa - 2014.06.24
- LED fényszóró elektromos kerékpárokhoz – 2014.06.22
- Márvány szegélyező gép – 2014.06.21
Lehetséges a forgásirány megváltoztatása? Tudomásom szerint csak forrasztott vezetékekkel "háromszöggel" történő tekercseléskor problémás a forgásirány megváltoztatása. Minden más esetben lehetséges.
Osztály. Lesznek még cikkek a restaurálásról?
Ha találok képeket, lesz még egy kis esztergagépről :)
Megnéztem a képeket, nem, ez kész rémálom, semmi nem látszik rajtuk, lesznek más projektek
Nem minden egyfázis könnyen megfordítható, az enyémben lehetetlen teljes szétszerelés nélkül megtenni, hogy eljussak a tekercsekhez, egyszerűen úgy döntöttem, hogy nem veszek gőzfürdőt.
A gép már 4 éve működik és nem lehet rá panasz, a balkezes fúrókat általában CNC gépeken használják és ezért sokkal jobb minőségűek, mivel nagy terhelésre tervezték.
Természetesen műhelymunka is lehetséges, de ezen kívül több tucat cikk található
Csak azt kell gondolnia, hogy melyik rovatban tegye közzé.
Lássuk csak, szerintem jobb, ha van egy külön téma, például egy eszköztárban.
Szuper. Következő bejegyzés tedd közzé a műhelyedet. Már mindenki értékelte és szeretné látni a munkahelyét. Szerintem számítani fog.
Az Ön böngészője nem támogatja a vászont.





A 2H125, 2H135, 2H150 univerzális függőleges fúrógépeket egy- és kisüzemi gyártású vállalkozásoknál használják, és a következő műveletek elvégzésére tervezték: fúrás, dörzsárazás, süllyesztés, süllyesztés, dörzsárazás és késekkel történő vágás.
A gépeken a mechanikus orsó előtolás jelenléte a munkaciklusok kézi vezérlésével lehetővé teszi a különböző anyagokból készült, széles méretű alkatrészek feldolgozását nagy széntartalmú és gyorsacélból, valamint keményötvözetekből készült szerszámok segítségével.
A gépek a főmozgás villanymotorjának megfordítására szolgáló berendezéssel vannak felszerelve, amely lehetővé teszi, hogy az orsó kézi előtolása esetén gépi menetfúrókkal felcsavarják őket.
4. elhelyezési kategória a GOST 15150-69 szerint.
Kinematikai séma
A 2H125, 2H135 gépek kinematikai diagramja az 5. ábrán látható.
A kinematikai sémák egyszerűsége miatt leírásukat nem adjuk meg.
Jegyzet.Az asztal mozgási lánca mindhárom gépnél azonos.
A betáplálási lánc ugyanaz a 2125 és 2H135 gépeknél.
Oszlop, asztal, tűzhely
A gép oszlopa vasöntvény. A fúrófej és az asztal kézzel mozgatható a fecskefarkú oszlopvezetők mentén. A gépasztalon három T-nyílás található. Az alapfödémre elektromos szivattyú van felszerelve, a födém belsejében pedig egy tartály található a hűtőfolyadék számára tekerővel.
Sebességváltó és hajtás
A sebességváltó 12 különböző forgási sebességről tájékoztatja az orsót az 5-ös, 7-es, 8-as mobil blokkok segítségével (7. ábra), 7, 8. A hajtómű tengelytartói két lemezben vannak elhelyezve - a felső 1 és az alsó 4, amelyeket négyen rögzítenek. csatlakozók 6. A sebességváltót függőlegesen meghajtja a villanymotor a Yu rugalmas tengelykapcsolón és a 9 fogaskeréken keresztül. A doboz 2. utolsó tengelyén - a hüvelyen - van egy hornyolt furat, amelyen keresztül a forgás az orsóra kerül. A 3 fogaskerékpáron keresztül a forgás az adagolódobozba kerül A hajtómű, valamint a fúrófej összes szerelőegységének kenése a 4 alsó lemezre szerelt dugattyús szivattyúról történik A szivattyú működése a motorlemez elején található speciális olajjelző vezérli.
Sebesség és előtolás kapcsolási mechanizmusa
A kapcsolási sebességeket a 2. fogantyú (8. ábra), amelynek kerülete mentén négy, a tengely mentén három pozíciója van, a kapcsolási előtolásokat a 3. fogantyú hajtja végre, amelynek a kerülete mentén három pozíciója van a 2H125, 2H135 típusú gépeknél. és négy a 2H150-hez, és három pozíció a tengely mentén. A fogantyúk a fúrófej elülső oldalán találhatók. A mellékelt sebességek és előtolások visszaszámlálása az 1. és 4. táblák szerint történik.
Sebességváltó
A mechanizmus külön házba van szerelve, és a fúrófejbe van beépítve. Kilenc különböző előtolás a 2H125, 2H135 és tizenkét előtolás a 2H150 esetében a két hármas sebességfokozat mozgatásával történik. A 2H125 és 2H135 gépeken az adagolódobozok csak a hajtásban különböznek, amely a 2H125 gépen az I. sebességfokozatból áll (9. ábra), a 2H125, 2H135 gépeken pedig a 2., illetve 3. fokozatból. Az adagolódoboz az adagoló mechanizmus csiga felső tartójának furatába van szerelve. A doboz utolsó tengelyére egy 4-es tengelykapcsoló van telepítve, amely a forgást továbbítja a féregnek.
Fúrófej
A fúrófej egy dobozrész öntöttvas öntvénye, amelybe a gép összes fő összeszerelő egysége fel van szerelve: sebességváltó, adagolódoboz, orsó, előtoló mechanizmus, orsó ellensúly, valamint fogaskerék és előtolás. kapcsoló mechanizmus.
A fúrófej szerves részét képezi az előtoló mechanizmus, amely egy csigakerékből, egy vízszintes fogasléces tengelyből, egy szárból, egy bütykös és racsnis átfutó tengelykapcsolóból, egy kézikerékből áll.
Az adagoló mechanizmust az adagolódobozból hajtják, és a következő műveletek elvégzésére tervezték:
a szerszám kézi megközelítése az alkatrészhez; a munkaadagolás bekapcsolása;
kézi előtolás;
a munkaadagolás kikapcsolása;
az orsó kézi kihúzása felfelé;
menetvágásnál használt kézi előtolás.
Az adagolómechanizmus működési elve a következő: a 14 kézikerék (10. ábra) forogásakor a 8 bütykös tengelykapcsoló magába fordul, amely a fogasléc 3 fogaskerék tengelyét és a fogaskereket a 7 ketrec-fél tengelykapcsolón keresztül forgatja, és az orsó kézi adagolása történik. Amikor a szerszám megközelíti az alkatrészt, a 3 fogaskerék tengelyén olyan nyomaték lép fel, amelyet a 8 bütykös tengelykapcsoló fogai nem tudnak továbbítani, és a 7 féltengelykapcsoló a tengely mentén mozog, amíg a 7 és 8 alkatrész bütykeinek vége fel nem áll. egymás ellen. Ebben a pillanatban a 8 bütykös tengelykapcsoló a 3 fogaskerék tengelyhez képest 20°-os szögben forog, amit a 8 részben lévő horony és egy 10 csap határol. - 7 tengelykapcsoló, 13 kilincsekkel csatlakozik a féltengelykapcsolóhoz. A 7 csipesz-félkuplung mozgatásakor a 6 tárcsa fogai az 5 csigakerékkel egybeépített 6 tárcsa fogaihoz kapcsolódnak.Ennek eredményeként a csiga forgása átkerül a fogaslécre és a fogaskerékre, és az orsót mechanikusan táplálják. A 14 kormánykerék további forgatásakor bekapcsolt adagolás mellett a 13 kilincsek a 7 ketrec-félkuplungban ülve átcsúsznak a 6 tárcsa belső oldalának fogain; a mechanikus előtolás kézi előretolása történik.
Az előtoló mechanizmus lehetővé teszi az orsó kézi előtolását. Ehhez kapcsolja ki a mechanikus előtolást a kézikerékkel 14, és mozdítsa el a 9 sapkát a fogaskerék 3 tengelye mentén. Ebben az esetben a 11 csap továbbítja a nyomatékot a 8 bütykös tengelykapcsolóról a vízszintes tengelyre. A 4. végtag a fúrófej bal oldali falára van felszerelve a megmunkálási mélység vizuális leolvasására és a bütykök beállítására.
A fúrófej kézi mozgatásához a vezetőoszlopok mentén van egy mechanizmus, amely egy 2. csigapárból és egy 1. fogaslécpárból áll. Az adagolószerkezet törés elleni védelmére egy 15 biztonsági tengelykapcsoló található. A 16 anya és a 17 csavar a rugós ellensúly beállítására szolgál.
Az orsó (11. ábra) két golyóscsapágyra van felszerelve. Az axiális előtolóerőt az alsó nyomócsapágy érzékeli, a szerszám kiütő erejét pedig a felső. A csapágyak a 3 hüvelyben helyezkednek el, amely egy fogaslécpár segítségével mozog a tengely mentén. az orsócsapágyak az 1-es anyával vannak beállítva
A szerszám kiütéséhez egy speciális eszközt használnak az orsófejen. Kiütés akkor következik be, amikor az orsót a kézikerék megemeli. A készülék tartója ráfekszik a fúrófej testére, és a 4 kar a tengely körül elfordulva kiüti a szerszámot.
Bekötési rajz
A Q1 bevezető gép bekapcsolásakor a fő- és segédáramkörök feszültség alá kerülnek, a távirányítón világít a H2 jelzőlámpa. Ha hűtésre és világításra van szükség, a megfelelő kapcsolókat ON állásba kell kapcsolni.
Az S2 JOBBRA gomb megnyomásával a K1 indítótekercs feszültség alá kerül, a főérintkezők bekapcsolják az M1 motort az orsó megfelelő forgásához. A K1 segédérintkezőkön keresztül be van kapcsolva a K2 indító, amely magában foglalja az M2 villanymotort és a K7 késleltető relét.
Az S3 BALRA gomb megnyomása letiltja a K1 indítót, az M1 motort és a K7 relét. Az SZ kondenzátor kisülése után a K7 (28-26) relé érintkezői zárva vannak, és az M1 villanymotor rövidzárlati indítója bekapcsol az orsó bal forgásához. A K7 relé ismét bekapcsol.
Automatikus hátramenet esetén ezek a kapcsolások akkor következnek be, ha az S6 mikrokapcsolót a tárcsára szerelt bütyök működteti.
A leállítás az S1 STOP gomb megnyomásával történik. Ebben az esetben a K1 indítók vagy a K2 rövidzárlatok, amelyek lekapcsolják az M1, M2 villanymotorokat, kikapcsolnak. A K7 (7-9) relé érintkezőin keresztül a K6 relé bekapcsol, majd a K4 és K5 indítók aktiválása következik. Az M1 motortekercsek a V1, V2 egyenirányítón keresztül csatlakoznak a T1 transzformátorhoz. Az orsót elektrodinamikusan fékezzük.
A C1, C2 kondenzátorok kisütése után a K6 relé kikapcsol, ami kikapcsolja a K4, K5 indítókat.
Sebességváltáskor, ha a fogaskerekek nem kapcsolnak be, az M1 motor forgórészének lengő mozgása történik. Az S4 SWING gomb megnyomásával a K4 önindító bekapcsol, csökkentett egyenirányított feszültséget biztosítva az IC2-IC3 fázisokon keresztül.
Az R2 ellenálláson keresztül a K6 relé késleltetéssel bekapcsol, ami kikapcsolja a K4 indítót és bekapcsolja a K5 indítót. Ebben az esetben a csökkentett feszültség átfolyik az ICI-IC2 fázisokon. Az ilyen váltások biztosítják a forgórész kilengését, ami megkönnyíti a sebességváltást.
A 2n125 függőleges fúrógépet egyedi és kisüzemi gyártású alkatrészek fúrására, dörzsárazásra, süllyesztésre, furatok dörzsölésére tervezték. A gép pontossági osztálya H (normál).
A fúrógép kialakítása kellően merev és tartós, ami kiküszöböli a vibráció lehetőségét a feldolgozás során. Lehetőség van különféle anyagokból (acél, öntöttvas, színesfém anyagok), nagysebességű (R6M5, R18) szerszámok vagy keményötvözet (TK, VK) alkatrészek megmunkálására.
Fúrógép készülék:
- Főhajtás;
- Gép sebesség doboz;
- Dugattyús szivattyú;
- Dugattyús szivattyú;
- Gépi adagoló doboz;
- Oszlop, asztal, tűzhely;
- Forgási sebesség és előtolás szabályozására szolgáló mechanizmus;
- Fülke;
- A gép elektromos berendezései;
- Orsó;
- Gép hűtőrendszer;
- Fúrógép fej.
3. Hűtés kapcsolószelep;
4.19. az asztalék és a fúrófej állítócsavarjai;
5. Fogantyú az asztal és a fej mozgatásához;
6.18. Asztal- és fejbilincs csavarok;
10.Jelző gomb GÉP BE;
11. Az orsó jobb forgásának bekapcsolására szolgáló gomb;
12. Az orsó bal forgásának bekapcsolására szolgáló gomb;
13. Az orsó lengőmozgásának bekapcsolására szolgáló gomb forgási sebességek és előtolások S váltásakor;
14. Sebességváltó fogantyú;
21. Fogantyú a takarmányváltáshoz;
22. Kézi adagolás engedélyezése gomb;
23. Az adagoló mechanizmus kézikereke;
24. Végtag a feldolgozás mélységének számításához;
27. Hűtőszivattyú kapcsoló;
28. Bütyök a feldolgozási mélység beállításához;
29. Bütyök a vágandó menet mélységének beállításához;
30. A főhajtás automatikus hátramenetének karja, amikor a vágási menetmélység elérte a megadott értéket;
31. Kar az előtolás leállítására, ha egy előre meghatározott furatmélységet elért;
32. Négyzet a fej kézi mozgatásához.
Az 5, 7, 8 mobil egységeknek köszönhetően a sebességváltó 12 különböző forgási sebességet fogad és továbbít az orsónak. A hajtómű tengelytámaszai (csapágyai) két 1 és 4 tányérban vannak elhelyezve, melyeket négy 6 csatlakozóval rögzítenek egymáshoz. A hajtómű függőlegesen elhelyezett villanymotortól egy rugalmas biztonsági 10 tengelykapcsolón és egy 9 homlokkereken keresztül forog.
A 2. tengely - hüvely - hornyolt furattal készül, amelyen keresztül a forgás az orsóra kerül. A 3. fogaskerékpáron keresztül a nyomaték az adagolódobozba kerül.
Az adagolódoboz külön öntöttvas házba van felszerelve, és a fúrófejbe van szerelve. A mozgás két hármas fogaskerekes blokk segítségével történik, és kilenc különböző előtolást kap.
| Videó (kattintson a lejátszáshoz). |
Az adagoló mechanizmus az adagolódobozhoz van csatlakoztatva, és különféle műveletek végrehajtására szolgál, nevezetesen:
- a vágószerszám kézi adagolása a munkadarabhoz;
- a szerszám munkaelőtolásának bekapcsolása;
- kézi adagolómozgatás;
- a szerszám munkaelőtolásának kikapcsolása;
- az orsófej kézi kihúzása felfelé;
- kézi előtolás S, különféle menetek vágásakor használatos.













