Részletesen: csináld magad hegesztőpisztoly javítás egy félautomata készülékhez egy igazi mestertől a my.housecope.com oldalra.
0
poipoi 2011. augusztus 09
Működőképes félautomata van, nagyon kopott égővel.(+ gázmérgek) az égő nem eltávolítható - a hüvelyével a test mélyére megy. Lehetséges az égő önálló cseréje? Ugyanúgy kell égőt keresni? vagy be tudod csavarni a vezeték átmérőjét figyelembe véve?
készülék TELWIN TELMIG 130 ilyen
0
budia 2012. január 22
1
2012. január 30
Működőképes félautomata van, nagyon kopott égővel.(+ gázmérgek) az égő nem eltávolítható - a hüvelyével a test mélyére megy. Lehetséges az égő önálló cseréje?
Először vedd fel a kapcsolatot a szervizzel, hadd mondják meg külön, mennyibe kerül. Miért kell valamit ragasztóra és fúvókára tenni!? És te magad is megváltoztathatod, vagy a kezed a megfelelő helyről nőtt ki. Mivel Vannak, akik még a csavarhúzót sem tudják tartani. Az égőt pedig egyáltalán nem tudják cserélni.
A félautomata hegesztőgép meglehetősen népszerű eszköz a professzionális és otthoni kézművesek körében, különösen a karosszéria javításában. Ez az egység készen is megvásárolható. De sok inverteres hegesztőgép tulajdonosa kíváncsi: lehetséges-e az invertert félautomata eszközzé alakítani, hogy ne vásároljon másik hegesztőt? Félautomata eszköz készítése inverterből saját kezűleg meglehetősen nehéz feladat, de erős vágy esetén ez meglehetősen kivitelezhető.
Az egység összeszereléséhez a következő elemekre lesz szüksége:
inverteres hegesztőgép;
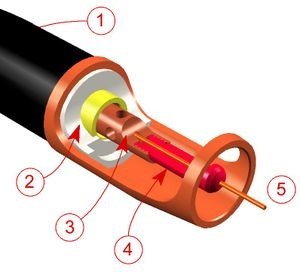
egy égő, valamint egy speciális rugalmas tömlő, amelyen belül gázvezeték, huzalvezető, tápkábel és elektromos vezérlőkábel halad át;
mechanizmus az egységes automatikus huzalelőtoláshoz;
vezérlőmodul, valamint egy motorfordulatszám-szabályozó (PWM vezérlő);
védőgázpalack (szén-dioxid);
mágnesszelep a gáz elzárásához;
tekercs elektróda huzallal.
Videó (kattintson a lejátszáshoz).
Ahhoz, hogy egy házilag készített félautomata berendezést hegesztő inverterből össze lehessen állítani, az utóbbinak legalább 150 A hegesztőáramot kell generálnia. Ezt azonban kissé korszerűsíteni kell, mivel az inverter áram-feszültség karakterisztikája (CVC) nem megfelelő elektródahuzalos hegesztéshez védőgázos környezetben.
De erről majd később. Először el kell készítenie a félautomata eszköz mechanikus részét, nevezetesen a huzalelőtoló mechanizmust.
Mivel az etető külön dobozba kerül, ezért ideális erre a célra. számítógépes rendszer tok. Ezenkívül nem kell kidobnia a tápegységet. A broach mechanizmus működéséhez igazítható.
Először meg kell mérnie a huzalorsó átmérőjét, vagy papíron körvonalazva ki kell vágnia egy kört, és be kell helyeznie a testbe. Az orsó körül elegendő helynek kell lennie más alkatrészek (tápegység, tömlők és huzaladagoló) elhelyezéséhez.
A huzalhúzó szerkezet egy autó ablaktörlő mechanizmusából készül. Alatta olyan keretet kell kialakítani, amely a nyomógörgőket is megtartja. Az elrendezést vastag papírra kell megrajzolni valós léptékben.
Az adagolót úgy kell beszerelni a házba, hogy a csatlakozó kényelmes helyen legyen.
A huzal egyenletes betáplálása érdekében minden alkatrészt pontosan egymással szemben kell rögzíteni. A görgőknek középen kell lenniük a bemeneti szerelvénynyíláshoz képest, amely a tömlőcsatlakozóban található.
görgős vezetőként megfelelő átmérőjű csapágyakat használjon. Esztergagéppel egy kis hornyot alakítanak ki rajtuk, amely mentén az elektródahuzal mozogni fog. A mechanizmus testéhez 6 mm vastag rétegelt lemezt, textolitot vagy tartós műanyaglemezt használhat. Minden elem az alapon van rögzítve, amint az a következő képen látható.
Elsődleges huzalvezetőként használják axiálisan fúrt csavar. Az eredmény egy huzalextruderhez hasonló. A szerelvény bemeneténél egy rugóval megerősített kambrium kerül (a merevség érdekében).
A rudak, amelyekre a görgők rögzítve vannak, szintén rugós terhelésűek. A szorítóerőt az alatta található csavarral kell beállítani, amelyhez a rugó csatlakozik.
Az orsó rögzítésének alapja készülhet egy kis darab rétegelt lemezből vagy textolitból, és megfelelő átmérőjű műanyag csövet vág.
Ezután minden alkatrészt gondosan be kell helyezni a tokba.
A jó hegesztési minőség elérése érdekében a hegesztés során gondoskodni kell a huzal meghatározott és állandó sebességű betáplálásáról. Mivel az ablaktörlő motorja felelős a berendezés előtolási sebességéért, szükség van egy olyan eszközre, amely megváltoztathatja az armatúra forgási sebességét. Erre alkalmas egy kész megoldás, ami Kínában is megvásárolható, és ún PWM vezérlő.
Az alábbiakban látható egy diagram, amelyből világossá válik, hogyan csatlakozik a fordulatszám-szabályozó a motorhoz. A tok előlapján megjelenik a digitális kijelzős vezérlő szabályozója.
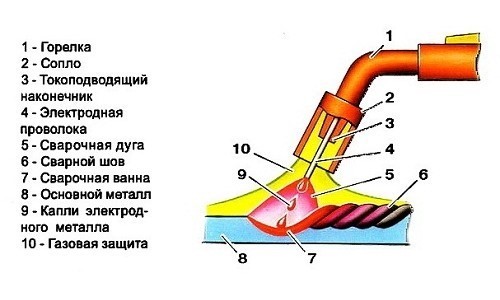
Ezután telepítenie kell a gázszelepet vezérlő relé. A motor indítását is szabályozza. Mindezeket az elemeket aktiválni kell az égő fogantyúján található indítógomb megnyomásával. Ebben az esetben a hegesztési hely gázellátásának a huzalelőtolás megkezdését megelőzően kell lennie (kb. 2-3 másodperccel). Ellenkező esetben az ív atmoszférikus levegő atmoszférájában gyullad meg, és nem védőgáz környezetben, aminek következtében az elektródahuzal megolvad.
A 815. tranzisztor és kondenzátor alapján összeállítható egy késleltető relé egy házi félautomata készülékhez. A 2 másodperces szünethez elegendő egy 200-2500 uF-os kondenzátor.
Mágneses elzáró szelep minden olyan helyre elhelyezve, ahol nem zavarja a mozgó alkatrészek működését, és a diagramnak megfelelően csatlakoztatva van az áramkörhöz. Használhatja a GAZ 24 légszelepét, vagy vásárolhat egy speciális, félautomata készülékekhez tervezettet. A szelep felelős a védőgáz automatikus betáplálásáért az égőhöz. A félautomata égőn található start gomb megnyomása után kapcsol be. Ennek az elemnek a jelenléte jelentősen megtakarítja a gázfogyasztást.
Továbbá, az összes csomópont felszerelése után a félautomata hegesztéshez az inverterhez való rögzítés készen áll a működésre.
De amint már említettük, az inverter áram-feszültség jellemzői (CVC) nem alkalmasak a félautomata készülék teljes működésére. Ezért annak érdekében, hogy a félautomata előtag együtt működjön az inverterrel, kis változtatásokat kell végrehajtani az elektromos áramkörén.
Számos séma létezik az inverter I-V karakterisztikájának megváltoztatására, de ennek legegyszerűbb módja a következő:
segítségével szerelje össze a készüléket fojtószelep fluoreszkáló lámpából az alábbi séma szerint;
az összeszerelt eszköz csatlakoztatásához össze kell szerelnie egy másik blokkot a következő séma szerint;
Annak elkerülése érdekében, hogy az inverter kiváltsa a túlmelegedés-érzékelőt, egy optocsatolót kell hozzá (párhuzamosan) forrasztani, a következő ábra szerint.
De ha a hegesztőáramot az inverterben szabályozzák sönttel, akkor összeállíthat egy egyszerű áramkört három ellenállásból és egy üzemmódkapcsolóból, az alábbiak szerint.
Ennek eredményeként a hegesztő inverter félautomata készülékké történő átalakítása háromszor olcsóbb lesz, mint egy már kész egység. De természetesen az eszköz önálló összeszereléséhez bizonyos ismeretekkel kell rendelkeznie a rádió üzletágban.
A félautomata hegesztőgépek egyszerű és megbízható kialakításúak. De nincs semmi örök, a legjobb minőségű mechanizmusok is meghibásodhatnak, a fő okok a működési szabályok megsértése lehet.
Félautomata hegesztő berendezés.
Leggyakrabban a félautomata hegesztőgép meghibásodása a berendezés leggyengébb pontjain fordul elő. Ebben a mechanizmusban egy ilyen hely egy márkás blokk, amelyhez a hegesztő vezetékek csatlakoznak. Rossz érintkezés esetén megnövekedett hegesztőárammal kombinálva a csatlakozások és a hozzá csatlakozó kábelek túlmelegedhetnek. Ez a csatlakozás megsemmisüléséhez vezet, majd a tekercsek végein lévő szigetelőréteget megégeti, és rövidzárlat léphet fel.
Ebben az esetben a fűtött csatlakozásokat rendezik, az érintkezőket és a bilincseket megtisztítják, hogy minden elem érintkezői jól illeszkedjenek. Egyéb meghibásodások is előfordulhatnak.
Félautomata hegesztőgép munkája.
Ebben a helyzetben a hálózathoz való csatlakozáskor spontán leállás történik, mivel a védőelem kiold. Az ilyen problémák leggyakrabban egy nagyfeszültségű áramkör zárásakor fordulnak elő. Általában lezárják a vezetékeket és a házat vagy magát a vezetékeket. A védelem a tekercsfordulatok vagy a mágneses áramkör elemei közötti rövidzárlat miatt működhet.
Ha javításra van szükség, válassza le a hegesztőgépet a hálózatról, keresse meg a probléma forrását és javítsa ki - ez lehet a szigetelés helyreállítása, a kondenzátor cseréje és egyéb lehetséges meghibásodások.
Ez a fajta probléma leggyakrabban a berendezés túlmelegedésével jár együtt. Több tényező is lehet:
a mágneses-vezető elemeket megfeszítő csavarokat meglazítják;
törés a mag rögzítésében vagy a tekercsek mozgatására szolgáló mechanizmusban;
berendezések túlterhelése (a hegesztőgép meglehetősen hosszú ideig működött, a legmagasabb árammutatók, nagy elektróda-keresztmetszet).
A készülék akkor is erősen zúghat, ha a hegesztő vezetékek vagy a mágneses áramkör elemei rövidre zárnak. Ilyen meghibásodás létrehozásakor ellenőrizni kell az összes rögzítőelemet, és szükség esetén meg kell húzni, ki kell küszöbölni a magrögzítő mechanizmus hibáit, ellenőrizni és szigetelni kell a hegesztőkábeleket.
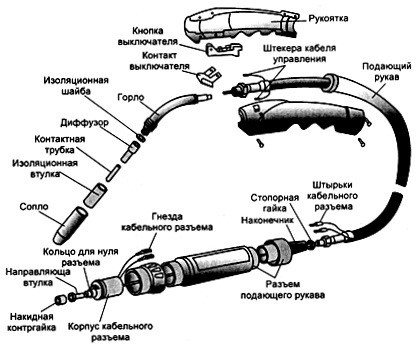
Félautomata égő berendezés.
Leggyakrabban az ilyen jogsértések az üzemeltetési szabályok be nem tartása miatt következnek be - a hegesztőáram beállítása meghaladja a megengedett határértékeket, túl nagy elektródákat használnak, és a hegesztőgép működési időtartama (szükséges szünet nélkül) is megsérül. . Ha ilyen problémák lépnek fel, be kell tartani az eszköz számára engedélyezett üzemmódot, valamint hűteni kell a készüléket, szünetet tartva a munkában.
A túlzott túlmelegedés a tekercs tekercseinek rövidzárlatához vezet - ezek a szigetelőréteg elégetésének következményei, ami még füstöt is okoz. Ez tekinthető a legsúlyosabb meghibásodásnak, amelyben az eszköz kiéghet. Ha ez megtörténik, akkor helyre kell állítani a vezetékek szigetelő rétegét a tekercsekben, de előfordul, hogy nem lehet teljes visszatekercselés nélkül. A visszatekercselésnél az előző szakasznak megfelelő, azonos fordulatszámú vezetéket kell használni.
És ha egy kis mutató a hegesztőáram? Ezek a meghibásodások az áramellátó hálózatok feszültségének csökkenésével vagy a készülék áramellátását biztosító szabályozó meghibásodásával járnak.
Ha a hegesztőgép árama nincs szabályozva, akkor hasonló probléma lép fel a mechanikus áramszabályozás meghibásodása miatt.
Az egyes modellek szabályozói eltérő módosítással rendelkeznek. Problémák leggyakrabban a szabályozó csavarjaiban, a szorítóelemekben, a szekunder tekercsek egyenetlen mozgékonyságával, a fojtótekercs rövidre zárásával, valamint a törmelék vagy idegen tárgyak behatolásával jelentkeznek.Ebben az esetben a burkolatot el kell távolítani, és meg kell vizsgálni az összes vezérlőmechanizmust.
Az ív spontán megszakítása a munka folytatásának lehetősége nélkül. Ilyen meghibásodás esetén ív helyett csak szikrák jelennek meg. Ez akkor fordul elő, ha a nagyfeszültségű tekercs meghibásodik, a hegesztőhuzalok rövidzárlatából, ha megszakad a vezetékek csatlakozása a készülék kapcsaihoz.
Túlzott áramfelvétel a hálózatban terhelés nélkül. Ilyen probléma a tekercsmenetek rövidzárlata miatt merülhet fel, ami a szigetelés helyreállításával vagy a hegesztőtekercs tekercsének teljes cseréjével kiküszöbölhető.