
Részletesen: barkácsolt alumínium csónakjavítás igazi mestertől a my.housecope.com oldalra.
Vyksa Nyizsnyij Novgorod régió
Duralumínium ház javítás.
A korrózió nyomait kemény hajkefével, szükség esetén m-es csiszolóronggyal távolítjuk el.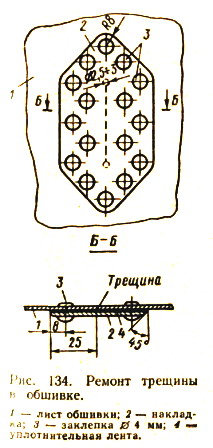
aslom. A megtisztított területeket B-70 benzinnel, majd 15 perces expozíció után - acetonba áztatott ronggyal töröljük le. Ezután a tiszta fémet kétszer alapozzák és festik.
A hibás szegecseket ki kell fúrni (vésővel nem lehet levésni). Ehhez először fel kell csavarni a jelzálogfej közepét, majd fúróval fúrni kell egy lyukat (a szegecsrúd átmérőjével megegyező alsó mérővel) a jelzálogfej magasságával megegyező mélységig; utána a fej könnyen letörik, a szegecs többi részét szakállal kiütik.
A legfeljebb 0,2 mm mélységű lapokon lévő karcolások, valamint a legkisebb (repedések nélküli) bevágások elegendőek a csiszolópapírral történő tisztításhoz és a védőfesték- és lakkbevonat helyreállításához.
A mély horpadásokat a sérült bőrrész és az azt megerősítő négyzetek 600-700 °C-os hőmérsékletre történő melegítése után kiegyenesítik. Fűtéshez fúvó- vagy gázégőt használnak. Levegőn történő lehűlés után a fém képlékeny lesz, és a deformálódott rész repedéstől való félelem nélkül kiegyenesíthető. A hajótest kritikus részeit, mint például az alsó lapok, keretek és alsó bordák, kiegyenesítés után újra fel kell melegíteni, majd vízzel le kell hűteni.
Ha repedést találunk, annak terjedését 2,5–3 mm átmérőjű lyukak végein történő fúrással korlátozzuk. Azután
(a tok belsejéből) a javítandó alkatrészével megegyező fémből készült rátét kerül elhelyezésre. A fedőrétegnek minden oldalról 20-25 mm-rel le kell fednie a repedést. A párna alá szegecselés előtt tömítőszalagot kell lefektetni (134. ábra). 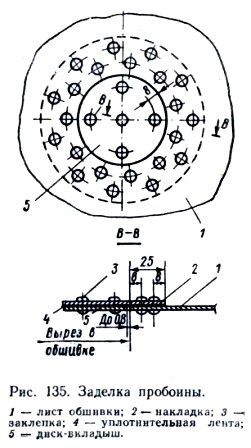
| Videó (kattintson a lejátszáshoz). |
A bőrön lévő kis (legfeljebb 70 mm-es) lyukakat a test belsejéből béléssel és betétekkel zárják le (135. ábra)... A bélés átmérőjének 50-60 mm-rel nagyobbnak kell lennie a kivágás átmérőjénél, hogy biztosítva legyen a szegecseléshez szükséges átfedés kétsoros, 15-20 mm-es szegecsemelkedéssel a teljes kerület mentén. A kivágásba egy kör alakú betétet helyeznek a burkolattal egy síkban úgy, hogy a bélés és a kivágás éle közötti rés ne haladja meg az 1 mm-t. A betét egysoros varrással szegecselt 20 mm-es osztással.
A nagyobb lyukakat ugyanúgy lezárják, de a tok belsejéből származó bélés nem szilárd, hanem gyűrű alakú - 50-60 mm-rel kisebb belső átmérővel, mint a betét átmérője.
A burkolat jelentős károsodása esetén a teljes lapot vagy annak nagy részét ki kell cserélni. A lap egy részének cseréjekor jobb, ha további illesztéseket helyez el a kereteken. Az átfedés és az összes többi összekötő elem mérete legyen azonos a legközelebbi varratnál (lásd még a 148. tippet).
Kereszt- vagy hosszanti készlet részeinek sérülése esetén (repedések, törések miatt) duplikált négyzetek kerülnek a javítandó területekre. Egy alkatrész egy részének (például egy feszítő) cseréjekor egy betétet kell felszerelni, amely a lehető legszorosabban illeszkedik az alkatrészek többi részeinek mindkét végéhez (a rés nem haladhatja meg a 0,2 mm-t), és össze van kötve azokkal. rövid fenékfedések használatával (136. ábra).
A burkolat javítása után kerozinnal ellenőrizze a szegecselt varratok vízzáróságát.
Íme néhány általános információ a kézi hidegszegecselésről.
Léteznek közvetlen és fordított szegecselési módszerek; az első kalapáccsal történő ütéseknél a zárófej, azaz a szegecselt fej oldaláról, a másodiknál a jelzálogfej oldaláról kell ütni.A fordított módszert akkor alkalmazzák, ha például kényelmetlen a test belsejéből ütni (általában a szegecseket kívülről helyezik el).
Szegecseléskor ilyen eszközöket használnak (137. ábra):
1. tüske - egy kúpon kiélezett acélrúd, amelynek segítségével a lyukakat az alkatrészek összeszerelésekor igazítják;
támogatás 2 - masszív acél vagy öntöttvas rúd, amely a közvetlen szegecselési folyamat során a betétfej préselésére szolgál;
burkolat 3- acél rúd furattal (középen), amelynek átmérője 0,5-1,0 mm-rel nagyobb, mint a szegecs átmérője; a szegecsszár körül összeillesztendő részek tömítésére szolgál 4;
krimp 5 - acél rúd zárófej alakú lyukkal; a krimpet kézifékkel ütve szegecseljük a szegecsrúd kiálló végét.
Alumínium-magnézium ötvözetből készült karosszériák javításánál célszerűbb AMg-5 vagy AMts ötvözetből készült szegecseket, duralumínium testeknél pedig B65 ötvözetből készült szegecseket használni.
A készlet bőrhöz szegecselését általában egysoros láncvarrással végezzük; vízálló burkolati kötések - két- és háromsoros lépcsőzetes erős-feszes varratok.
Az alkatrészek egy- vagy kétoldalas béléscsíkokon szorosan vagy végüktől egymáshoz illeszthetők.
Szegecs átmérője d felvehető annak az anyagnak a vastagságának kétszeresével, amelyből az összeillesztendő részek készülnek. Különböző vastagságú alkatrészek szegecselésekor a kisebbet veszik figyelembe; ha a vastagságkülönbség jelentős (2 mm vagy több), a szegecsátmérőt a képlet határozza meg d = 2 (S gyöke), ahol S a lapok teljes vastagsága. Ez utóbbi nem haladhatja meg a 4 napot.
A szegecsszár hosszának meg kell egyeznie a szegecselt lemezek teljes vastagságával, hozzáadva az értékhez R, szükséges a zárófej kialakításához; félkör alakú fejhez P = 1,5 d, kúpos - 1,3 d, félig titkos - 1,1 d, süllyesztett - 0,9 d.
Távolság VAL VEL a szegecssorok között, amely meghatározza a csatlakozás szilárdságát és tömítettségét, egyenlőnek feltételezzük, a csatlakozás típusától függően, 2-5 d (például a burkolati lemezek illesztéseinél a sorok közötti távolság legyen legyen -3 d).
Lépés t, vagyis a szomszédos szegecsek középpontjai közötti távolságot egy sorban, szoros varratoknál 3-5 d-től kell venni (más ízületeknél pedig 8-10 d-ig. A szegecsközéppont távolsága a lap szélétől). , a profilt vagy felső sávot 1, nyolc-2 d.
A szegecsfuratokat kézi vagy elektromos fúróval gondosan kifúrjuk. Furat átmérő d otv valamivel nagyobbnak kell lennie, mint a szegecsek átmérője:
A süllyesztett és félig süllyesztett szegecsek beágyazott fejeinek foglalatai 90°-os szögben süllyesztettek. A süllyesztett betétfej foglalatainak mélysége fordított szegecselési módszerrel 0,1 mm-rel legyen kisebb, mint a szegecsfej magassága, közvetlen szegecselésnél pedig a fej magasságával.
A szegecselés előtt az alkatrészeket 10-12 furatként beszerelt rögzítő (szerelő) csavarokra szerelik fel. A szegecselés a varrás közepétől a szélekig történik; a végén eltávolítják az összeszerelő csavarokat, és szegecsekkel helyettesítik őket.
A közvetlen szegecselés a következőképpen történik: a furatba szúrt szegecs feje alá támasztót szerelnek, a szegecsrúdra burkolatot helyeznek, majd többszöri kalapácsütéssel lezárják a csatlakozást, majd egy zárófejet a csatlakozásból kiálló szegecsrúd kalapáccsal való ütésével keletkezett. Szükség esetén a zárófejet préseléssel alakítjuk ki.
Az alumínium csónak, mint minden más, gondos ellenőrzést és szükség esetén javítást igényel.
A javítást nem mindig lehet szakemberre bízni, gyakran a hajókat saját kezűleg javítják meg.
Az alumínium csónak alapos vizsgálata után meg kell értenie, hogy milyen javításra van szükség.
Az ellenőrzés a csónak aljáról kezdődik, ehhez meg kell fordítani. Keressen repedéseket, rozsdás foltokat, elveszett vagy meglazult szegecseket.
A legnagyobb terhelést a csónak keresztkerete éri működés közben, erre kiemelt figyelmet fordítanak. 
Természetesen különféle meghibásodások lehetségesek, de a cikkben csak azokat veszem figyelembe, amelyek csak az alumíniumból és ötvözeteiből készült csónakokban rejlenek.
Az alumíniumhajók egyik leggyakoribb károsodása a korrózió. A korrozív foltok alatt gyakran repedések rejtőznek. Ha nem harcol vele, akkor ennek eredményeként lyuk képződik az alján.
A sérülés mélységének meghatározásához a legjobb, ha a csónak alját darálóval tisztítja meg. Fémre hámozzuk. 
Durva tisztítás után csiszolja le csiszolópapírral, és ha szükséges, távolítsa el a régi festéket speciális eltávolítóval. Ezután zsírtalanítsa, alapozza meg és festse.
A hajó ellenőrzése során a kalapács segít meghatározni a szegecsek megbízhatóságát. Minden szegecsen kopogtatni kell, ha zörög és billeg, akkor ki kell cserélni.
Ha a lyukak kialakultak, akkor erre a helyre nagyobb átmérőjű szegecset kell helyezni.
A leggyakoribb szegecsek meghibásodnak, amelyek közelebb vannak a motorhoz, ezek a leginkább érzékenyek a vibrációra. 
A következő lépés a repedések lezárása lesz. A hajón repedések leggyakrabban ütközéskor keletkeznek, például véletlenül egy uszadékfába botláskor. A repedések lenyűgözőek és nagyon kicsik lehetnek.
A legkisebb repedések cinkkel adalékolt ón-ólom ötvözet forrasztással javíthatók.
Alumíniummal és ötvözetekkel végzett munka során az ónozásnál jelentkezik a probléma, az oxidfilm zavarja. Számos módja van az alumínium forrasztásának, például használhat lúgos, vízmentes olajat, például fegyverolajat. Forrasztás előtt tisztítsa meg a felületeket, nedvesítse meg olajjal, majd forrasztópákával távolítsa el a fóliát és forrassza le. Folyasztószert is használnak úgy, hogy a forraszanyagra alkalmazzák.
A lyukakat és a nagy repedéseket csak foltokkal javíthatja ki alumínium csónakjában.
A foltok szegecselhetők vagy hegeszthetők.
A hegesztést általában kivételes esetekben érdemes alkalmazni, amikor valamilyen okból lehetetlen a szegecselés.
Nem minden alumíniumötvözet bírja a hegesztést, gyakran a hegesztés mellett eltörik a hajótest. Ennek ismeretében a tapasztalt hegesztők általában nem szívesen vállalják a munkát.
De ennek ellenére a hegesztést javításra használják. Ezért, ha főz, akkor mindkét oldalon kell megtennie, és csak vékony lapokat kell készítenie. 
Ha Ön nem hivatásos hegesztő, akkor a hajót műhelybe kell szállítania. Az alumínium csónakokat argonnal hegesztik.
A tapasz a csónak belsejében van elhelyezve. Annak érdekében, hogy tartós legyen, minden szegecselési szabályt be kell tartani.
A tapasz méretének meg kell egyeznie a repedés méretével.
Az anyagnak, amelyből a tapaszt készíti, pontosan ugyanolyannak kell lennie, mint a hajón. 
Ha az alumíniumot egy másik fémmel kombinálják, akkor galvanikus pár jön létre. Ez azt jelenti, hogy a csomópontban galvanikus korrózió lép fel, amely gyorsan tönkreteszi az alumíniumot vagy ötvözetét.
Ugyanezen okból nem ajánlott fémkefét használni a ház tisztításához.
A folt szegecs segítségével történő telepítésekor a következő sorrendet kell betartani:
Vannak, akik a kis repedéseket hideghegesztéssel vagy üvegruhával próbálják lezárni, ez időpocsékolás. Az ilyen javítások nem praktikusak, mindez gyorsan leesik működés közben.
Javítás után a hajót speciális festékkel kell festeni.
Népi ómen: A fiatal és tapasztalatlan horgászoké a legnagyobb fogás!
Angyali Üdvözlet
Utolsó engedélyezés:
23.07.2018 12:50:18
Barnaul
Utolsó engedélyezés:
27.01.2015 16:20:46
Barnaul
Utolsó engedélyezés:
03.06.2018 20:25:41
Sokszor láttam, hogyan ragasztanak lyukat a Kazankira stb.
csak egy rongyot, epoxigyantával átitatott – és simítsa a megfelelő helyre.
kitart - évtizedekig, vedd ki - nem te választod))
Barnaul,
Utolsó engedélyezés:
30.12.2014 17:51:03
Sokszor láttam, hogyan ragasztanak lyukat a Kazankira stb.
csak egy rongyot, epoxigyantával átitatott – és simítsa a megfelelő helyre.
kitart - évtizedekig, vedd ki - nem te választod))
Rubcovszk
Utolsó engedélyezés:
06.10.2017 01:04:15
Angyali Üdvözlet
Utolsó engedélyezés:
23.07.2018 12:50:18
Rubcovszk
Utolsó engedélyezés:
07.01.2018 17:34:41
Barnaul,
Utolsó engedélyezés:
30.12.2014 17:51:03
Rubcovszk
Utolsó engedélyezés:
07.01.2018 17:34:41
Barnaul
Utolsó engedélyezés:
27.01.2015 16:20:46
Általában azt tanácsolom, hogy adják át mett színben, és vásároljanak gumiszalagot vagy PVC-t! És ebben van egyrészt irónia, másrészt egy kis igazság. Ha jól értem, még nem láttad őt akcióban (vízen), de tapasztalataim alapján elmondok egyet! A vízen szeszélyesen viselkedik, és igyekszik megfordulni, az úszók az oldalán vannak, és úgy vannak rögzítve, hogy könnyebben ki tudják fogni a vízből stb., nehéz és kényelmetlen szállítani és szállítani. Általában nézze meg saját szemével, mester úr!
És a szegecsek helyett csavarokat kell behelyeznie, hogy legközelebb könnyebb legyen az anyagcsere.
Rubcovszk
Utolsó engedélyezés:
07.01.2018 17:34:41
Barnaul
Utolsó engedélyezés:
27.01.2015 16:20:46
Ámor gerince lyukakra van dörzsölve)))))))))
de Gregory és Radik nekiláttak az üzletnek.
a 10-es huzalrúd megerősítése pont megfelelő.
még sok évig szolgálni fog))))))
Fájl megjegyzés: A keretek jégre hajlottak.
P22-04-15_19.04.jpg [454,19 KB | Megtekintve: 9757]
Ámor gerince lyukakra van dörzsölve)))))))))
de Gregory és Radik nekiláttak az üzletnek.
a 10-es huzalrúd megerősítése pont megfelelő.
még sok évig szolgálni fog))))))
Időzóna: UTC + 6 óra
A fórumot böngésző felhasználók: nincs regisztrált felhasználó és 3 vendég
Az ezen a fórumon közzétett összes anyag szerzői jogvédelem alatt áll, és csak az RPO "Baskíria Motorcsónakos és Sportturizmusának Szövetsége" adminisztrációjának engedélyével szabad másolni.
(c) 2013-2016 Minden jog az RPO "Federation of Powerboat and Sports Tourism of Bashkortostan"-t illeti meg.
Voronezh Fishing Club> → Csónakok, motorok, tartozékok → Alumínium csónakok (edények) kezelési, javítási és tuningolási kérdések
Oldalak 1 2 3… 6 Következő
A válasz küldéséhez be kell jelentkeznie vagy regisztrálnia kell.
- Egyetemi tanár
- Törzsvásárló
- A fórumon
- Ahol: VORONEZH
- Bejegyzett: 2010-06-01
- Hozzászólások: 5,145
- Köszönetnyilvánítás: 21959
- hozzászólásonként: 26
Ennek megünneplésére új témát indítok! Így hát edénytenyésztő lettem! Inkább formálisan sokáig az voltam - az első modell régi üstje (akkor még golyó nélkül készültek) 15 évig hevert a vidéken, és a szárnyakban várakozott. Umát, hogy úgy mondjam, beszervezték. És most végre a kezembe került - két hét munka esténként és hétvégenként, és a hajó második életet kapott. Nem csak horgászatra szerettem volna csónakot készíteni, hanem a léleknek is, csak a saját örömömre lovagolni. Az ötlet majdnem 100%-ban sikerült, amiről szeretnék nektek mesélni.
Szóval röviden sorrendben! A csónakot kihúzták egy munkavégzéshez kényelmes helyre, megtisztították az ágaktól és törmelékektől, megtörtént az első ellenőrzés, ami egy csomó problémát tárt fel, amelyekről nem is tudtam, hogy létezik, különben valószínűleg nem értem volna el a javítást még 10 évig.... de ha egyszer úgy döntött, hogy megteszi – nincs hova visszavonulni.
Talált sebek:
1. lyuk az oldalán,
2. az evezőzár elkorhadt,
3. a keresztfa elszakadt,
4. az alján lévő tapaszt ki kell cserélni,
5. A tatban két kagyló található, amelyek keresztül-kasul elkorhadtak.
6. a padok rögzítései meglazultak,
7. Három keret elforgatva az alsó belső oldalán,
8. a motorháztetőt a folyamatos járás miatt széles repedések borították, amelyek fémrepedésig, horpadásokig terjedtek, a motorháztető belső megerősítése leszakadt,
9. A leeresztő szelep megsavanyodott, a rögzítések elkorhadtak.
10. a jobb hátsó felhajtóerő tartály elkorhadt.
Az állapot siralmas, de a szem fél, de a kéz csinál.
Nem tudom, hogyan kell szegecselni a duralumíniumot, és nem is akarom, ezért a javítás fő módja a rozsdamentes acél csavarok meghúzása volt a tömítőanyagon.
A keresztléc deszkát vastaggumira cserélték, vastag duralumínium lemezből készült erősítő lemezt szereltek a keresztbe, a lyukakat befoltozták, az evezőzárat és a kereteket kicserélték, duralumínium lemezt készítettek és csavarozták rá a motorháztetőre, a régi festéket eltávolítottak, karosszériát megtisztítottak, orrrekesz ajtót kiegyenesítettek, szelepet fél hüvelykes golyóscsapra cserélték a darut, a padok rögzítését, a felhajtó tartályt megerősítették, a varratokat tömítőanyaggal lezárták.
Úgy döntöttem, hogy két színben festek: fehér alsó, piros felső, fehér pilótafülke és tat.
Gittelés, alapozás, festés, lakkozás….négy nap munka – és a hajóról gyönyörű kilátás nyílt.
Majd padokat, lakkozott rétegelt lemez padlót szereltem fel.
Aztán dekorációk és játékok: pneumatikus cső a motorháztetőn, halogén keresőlámpa az UAZ-ból, 12 voltos aljzatok a pilótafülkében, mint fedélzeti tápcsatlakozók, akkumulátor az orrrekeszben, és az utolsó simítások - feszültségszabályozó felszerelése a motorra ( 15. gödör) és egy generátor csatlakoztatása, gumi orrszőnyeg a kényelmes belépéshez a pilótafülkébe, az oldalak feltöltése habbal - a "YALTA" élvezeti jacht készen áll!
Időben minden két hétig tartott, pénzben - 18-20 ezer (pontosabban nem számoltam). A tengeri próbák eredményei alapján egy-két hét alatt teljesítem a kitűzött célt.
Vagy jelentkezzen be ezen szolgáltatások valamelyikén

Hozzászólást csak regisztrált felhasználók tehetnek közzé
Regisztráljon új fiókot közösségünkben. Ez nem nehéz!
Egyetlen regisztrált felhasználó sem nézi ezt az oldalt.




pag102, 2012. október 8
 pag102, 2012. október 8
pag102, 2012. október 8 pag102, 2012. október 12
tényleg nincsenek olyan emberek, akik polimerekkel dolgoznak ((
Volt egy eset. Két nagy kifogás: 1. tapadás, 2 hőmérsékleti együttható. kiterjesztések.
Egyértelműen szegecs.
pag102, 2012. október 15
Korszerű polimer anyagokkal javítható?
Egyes autómárkák AL karosszériájának javítása során a ragasztót széles körben használják epoxivegyületek és titkos folyadék segítségével, amely növeli a fémhez való tapadást, gyakorlatilag tisztítás nélkül.
De ha durván megtisztítod, de AL-t fényesíteni és azonnal felvinni a keveréket, akkor én magam próbáltam ki, és az AD-31-ből készült sraffozásom üvegszálra van ragasztva. Több éve sétálok a nyíláson a lábammal, és a kapcsolat tart.
Miért nem teszed egy próbát tesztlapon?
pag102, 2012. október 15
VASYa2011, 2012. október 15
 VASYa2011, 2012. október 15
VASYa2011, 2012. október 15egy importált csónak szegecselése volt az eset, miután eltalálták. palacsinta folyik.
van valami pneumatikus szerszám?
A kalapácsnak sokkal könnyebbnek kell lennie, mint a hátoldali támaszték, különben a szomszédos illesztések eltörnek. Vannak pneumatikus kalapácsok, körülbelül 6 kg / cm2 levegőre van szükségük megfelelő áramlási sebesség mellett.
A bejegyzést a Tribune szerkesztette: 2012. október 15. - 12:05
pag102, 2012. október 15
VASYa2011, 2012. október 15
A kalapácsnak sokkal könnyebbnek kell lennie, mint az állványnak.
És a szegecseket, ha duralumínium, előtte „ki kell engedni”.
szerelés, és régebben a tiokol szalagot használták tömítésre, ma már sok a masztix-hermenik.
Rider 2012. október 15
 Rider 2012. október 15
Rider 2012. október 15„Treat like like like” (c) Tapasztalataim szerint az Al-ötvözeteken lévő polimerek nem tapadnak. Az Al Amur acélgerince is megdöbbenést keltett. Ne használjon hegesztést sem - a szomszédos szegecsek meggyengülnek, és a tömítés kiég.
Szegecs.
acélgerinc első „Cupidáján” szintén meglepetéssel fedezték fel
Volt egy eset. Két nagy kifogás: 1. tapadás, 2 hőmérsékleti együttható. kiterjesztések.
Egyértelműen szegecs.
Ragasztó
ragasztót régóta használnak a repülési iparban, és nem voltak Ámorok sem.
az első „Komets” utasszállítón a szárny és a törzs fémburkolatát ragasztották. Az alumíniumötvözetből készült, több ezer repülési óra élettartamra tervezett Concorde repülőgép-szerkezeteket epoxi alapú ragasztóval ragasztják össze. A hőmérséklet és a terhelés változását feltételezzük, hogy nincs hajó. Nyilvánvalóan a légialkalmassági előírások is jelen vannak.
Valószínűleg találsz valami hasznosat a "kézikönyvekben" a repülőgépek harci sérüléseinek javításához a terepen.
A bejegyzést Rider szerkesztette: 2012. október 15. - 15:26
Rider 2012. október 15
.. Valószínűleg találsz valami hasznosat a "kézikönyvekben" a repülőgépek harci sérüléseinek javításához a helyszínen.
a következő ágban már írják az "útmutatót" a harci sérülések javításához és a szegecselt hajótestek üvegszálas védelméhez
5
a szegecsek valószínűleg örömmel mennének el
SanychSan 2012. október 15
 SanychSan 2012. október 15
SanychSan 2012. október 15kevés ilyen szakemberünk van. egy importált csónak szegecselése volt az eset, miután eltalálták. palacsinta folyik. És egy múló kérdés. Hogyan kell ezt az eljárást végrehajtani? a szegecsekről, mint a talált információk 2 fajta használat.és milyen szegecsek? van valami pneumatikus szerszám? van bosszú, ami belülről teljesen szűkül, nem tudsz mászni
Mindez a hátsó szegecselés módszerével szegecselt. Kopogtatnak a fejen, tüskén vagy pneumatikus kalapáccsal (KP-14 = 4 mm-ig és KP-24 5 ki-tól). Belül támaszték van (ilyen a profil mentén kialakított alakzattal - 2,5 kg, vagy kevesebb, ha nem bánja a kezét). Azt javaslom, hogy keress egy szegecselőt a repülőtéren.
Mindez a hátsó szegecselés módszerével szegecselt. Kopogtatnak a fejen, tüskén vagy pneumatikus kalapáccsal (KP-14 = 4 mm-ig és KP-24 5 ki-tól). Belül támaszték van (ilyen a profil mentén kialakított alakzattal - 2,5 kg, vagy kevesebb, ha nem bánja a kezét). Azt javaslom, hogy keress egy szegecselőt a repülőtéren.
A fordított szegecselés öröm, nem tudtam megcsinálni. Ilyenkor egyszerűen megfordította a szegecset (vagy másik fejre cserélte), és a másik oldalára szegecselt. Pisztolynál sem szabad mellszobor, a túl erőshez nehéz tüske kell, nem lehet mindenhol elcsúsztatni, és már nehéz is tartani.
Azonban minden tapasztalattal jön. Ha a kezed nem görbe, ne törődj azzal, honnan nőnek
SanychSan 2012. október 16
A fordított szegecselés öröm, nem tudtam megcsinálni. Ilyenkor egyszerűen megfordította a szegecset (vagy másik fejre cserélte), és a másik oldalára szegecselt. Pisztolynál sem szabad mellszobor, a túl erőshez nehéz tüske kell, nem lehet mindenhol elcsúsztatni, és már nehéz is tartani.
Azonban minden tapasztalattal jön. Ha a kezed nem görbe, ne törődj azzal, honnan nőnek
19 év tapasztalat. Riveter 5. osztályú repülőtér Nizhnevartovsk.
Felrobbanthatjuk a nadát?
„Egyes esetekben speciális típusú szegecseket használnak - robbanásveszélyes (AN-1504).
A robbanásveszélyes szegecseknél a rúd szabad végén van egy mélyedés (kamra), amely robbanóanyaggal van megtöltve, amelyet egy lakkréteg véd a légköri nedvesség behatolásától. A robbanásveszélyes szegecsek 3,5 átmérőjűek; 4; 5 és 6 mm-es D18P huzalból. A robbanékony szegecsek magjának hossza 6-20 mm, a szegecselt csomag vastagsága 1,6-2,5-14,1-15 mm.
A robbanékony szegecselési eljárás eltér a hagyományos szegecseléstől. Itt elektromos fűtőtestet használnak szegecselő eszközként.
A robbanásveszélyes szegecsekkel történő szegecselés abból áll, hogy a lyukba egy szegecset szúrnak be, amelynek rúdjának szabad végénél van egy robbanóanyaggal töltött kamra. Egy könnyű kalapácsütéssel (hideg állapotban) a szegecs felborul. Ezután a betétfejre helyezzük az elektromos fűtőtest 1 hegyét 2-3 s alatt a szegecs felmelegszik, és 130-160 °C hőmérsékleten a töltés felrobban, míg a rúd vége erősen kitágul és zárófejet képez."
Itt
A bejegyzést Alessandro szerkesztette: 2012. október 16. - 14:00
SanychSan 2012. október 16
Felrobbanthatjuk a nadát?
„Egyes esetekben speciális típusú szegecseket használnak - robbanásveszélyes (AN-1504).
A robbanásveszélyes szegecseknél a rúd szabad végén van egy mélyedés (kamra), amely robbanóanyaggal van megtöltve, amelyet egy lakkréteg véd a légköri nedvesség behatolásától. A robbanásveszélyes szegecsek 3,5 átmérőjűek; 4; 5 és 6 mm-es D18P huzalból. A robbanékony szegecsek magjának hossza 6-20 mm, a szegecselt csomag vastagsága 1,6-2,5-14,1-15 mm.
A robbanékony szegecselési eljárás eltér a hagyományos szegecseléstől. Itt elektromos fűtőtestet használnak szegecselő eszközként.
A robbanásveszélyes szegecsekkel történő szegecselés abból áll, hogy a lyukba egy szegecset szúrnak be, amelynek rúdjának szabad végénél van egy robbanóanyaggal töltött kamra. Egy könnyű kalapácsütéssel (hideg állapotban) a szegecs felborul. Ezután a betétfejre helyezzük az elektromos fűtőtest 1 hegyét 2-3 s alatt a szegecs felmelegszik, és 130-160 °C hőmérsékleten a töltés felrobban, míg a rúd vége erősen kitágul és zárófejet képez."

Az üvegszálas csónak tartóssága és megbízhatósága miatt vált népszerűvé. Az üvegszál számos jelentős előnnyel rendelkezik más anyagokkal szemben. A hajó gyorsan és olcsón összeszerelhető.A barkácsoló üvegszálas csónak olcsó és méltó választás horgásztúrákhoz.
A műanyag kis csónak elsősorban horgászatra szolgál. Csónakázáshoz, sportoláshoz is használható. A csónak működési feltételei a vízen: legfeljebb 60 cm magas hullám, szélerősség - 4 pontig tízes skálán. Az üvegszálas csónak kiváló alternatívája a felfújható csónakoknak.
Az üvegszál az egyetlen anyag, amely lehetővé teszi, hogy bármilyen bonyolultságú formát saját maga készítsen. Az alsó független kialakítása lehetővé teszi, hogy bármilyen konfigurációjú redánnal felszerelje. A lépcsőfokok legmegfelelőbb helyeken történő elhelyezésével maximalizálható a hajó vitorlásteljesítménye. Ezenkívül a házi készítésű csónak kialakítása tükrözi a tulajdonos karakterét.

Létezik egy házi készítésű csónak furnérlemezből és üvegszálból történő elkészítésének módszere, amikor a műanyagot csak a csónak külső bevonatára használják. De ez a technológia nem kifizetődő. A műanyag alatti rétegelt lemez gyorsan felszívja a nedvességet, ami megnöveli a csónak súlyát. A rétegelt lemez gyorsan megsemmisül a mikroorganizmusok hatása és a delaminációs folyamat miatt, mivel a rétegelt lemez erőssége jelentősen gyengébb, mint a műanyag.
Hogyan készítsünk csónakot? Az összes szabály gondos betartásával még egy kezdő is képes lesz elvégezni ezt a feladatot. A technológiai folyamat egyszerű és költséges. A hajó törzse a polimer kompozícióval impregnált erősítő töltőanyagnak köszönhetően jön létre.
A keret gyártása során erősítő töltőanyagként használt nyersanyagok:
- hajótest alapja, oldalai - roving üvegszálas TP-07, TP-03, TP-056;
- az egyes területek helyi megerősítése - strukturális üvegszövetek T-11, T-13.
Az üvegszál a szövés típusától, a szálak méretétől függően különböző típusú. Alapvetően válassza a "ferde" vagy a szatén szövést. A szálakat csavarni kell. Az anyagot lapok, tekercsek, szalagok formájában értékesítik.

Az üvegszálat zsíros keverékkel impregnálva árusítják. A szövet kötőanyaggal való jobb telítése érdekében a méretezést benzinnel, lakkbenzinnel vagy acetonnal kell eltávolítani. A zsírtalanított anyagot levegőn szárítják körülbelül 2-4 órán keresztül.
Az erősítőanyag ragasztásához gyantára lesz szüksége. A hajóépítő iparban háromféle gyantát használnak: epoxi, vinil-észter, poliészter. A gyanták legfontosabb jellemzői az üvegszálas hajók bármilyen típusú szálból történő építésénél a tapadás és az impregnálás.
Olcsó lehetőség a poliésztergyanta használata, amely lehetővé teszi egy darabból álló üvegszálas elem létrehozását egy műveletben. TM Ashland gyantát alkalmazhat. A tok dekoratív, védőbevonatának elkészítéséhez gelcoatra lesz szüksége. Szüksége lesz legalább 1,2 cm vastag rétegelt lemezre is, amely nedvességálló.
A hajó gyártása lehetetlen hozzáértő rajz nélkül. A jövőbeli vízi járművek tervezése az AutoCAD programmal végezhető el. Először egy 3D-s modell készül, majd a keretek, minták sémái. A kész rajzokat az internet speciális webhelyeiről veszik. Most elkezdheti saját üvegszálas csónakjának elkészítését.


















