
Részletesen: csináld magad ekerész javítás igazi mestertől a my.housecope.com oldalra.
Az eke fő munkarészei (123. ábra) a test, amely egy 6 osztóból, egy pengéből 1, egy 7 táblából és egy 2 fogaslécből, egy huzat 3, egy 5 szkimmerből, egy késből 4 és egy talajtakaróból áll. kotrási rész 8.
Az ekevas eltompulása, valamint a penge, a szkimmer, a kés vagy a tereplemez kopása vagy deformációja növeli az eke vonóképességét, túlzott üzemanyag-fogyasztáshoz vezet, rontja a varrat forgalmának minőségét, morzsolódását, beépülését. növényi maradványok.
Rizs. 123. A keretére szerelt eke munkatestei
Az ekékben kétféle ekevas használható:
trapéz alakú - egyenes vágóéllel (124. ábra, a) és vésővel - megvastagított és lefelé hajlított orrral (124. ábra, b).
Az ekevasok tartós és kopásálló L65 minőségű acélból készülnek, és hőkezeltek a kopásállóság növelése érdekében. A talajban azonban olyan nehézkesek a munkakörülmények, hogy az ekevasak gyorsan elhasználódnak. Amikor az ekevas elhasználódik, a penge eltompul, és az orr alakja megváltozik. ábrán. 125 keresztvonal jelzi a kopott trapéz és véső alakú pengék éleit. Amikor a penge eltompul, megnő a vastagsága, és a hátoldalán faoca (a fej hátsó része) képződik. Ha az ekevas elhasználódik, az eke teljesítménye romlik, vagyis az ekevasak elvesztik a talajba való mélyedési képességüket, és az eke löketstabilitása megsérül. Az ekevacsot akkor kell javítani, ha a szélessége 10 mm-rel csökken az új trapézszár szélességéhez képest, vagy ha az orr hossza 25 mm-rel csökken az új vésőrész orrának hosszához képest.
| Videó (kattintson a lejátszáshoz). |
Az ekevasak javítása a penge visszahúzására, élezésre és hőkezelésre korlátozódik. Az ekevasok javítását méretük és alakjuk helyreállítása, valamint tartósságuk biztosítása érdekében végzik.
Az ekevas részen van egy vastagítás - egy fémkészlet, amelyet "üzletnek" neveznek. Az elhasználódott ekevas javításánál a formáját egy kovácsfiú állítja vissza a "boltban" lévő fémkészlet terhére. Az ekevas húzása manuálisan történik, általában több menetben, mivel a kovácsnak nincs ideje egy fűtéssel leszedni a teljes ekevasat. Az osztó kézi húzásakor mindig törekedni kell a fűtés mértékének csökkentésére, mivel ismételt melegítésnél előfordulhatnak fémégések.
Az emelőkalapácson vagy más mechanikus kovácsolókalapácson lévő szár hátránya általában két lépésben történik. Ebben az esetben a fűtött rész hosszának minden alkalommal valamivel meg kell haladnia az osztórész felét.
A hőveszteség csökkentése és a szén kiégésének megakadályozása érdekében a fém felületi rétegéből a rész nem fűtött részét friss szénnel fedik le.
Az elhasználódott rés kovácsolója a következő sorrendben készül. Az ekevasat a kovácsban laposan helyezzük el úgy, hogy a penge oldaláról 60-80 mm szélességre melegedjen; a többi, fűtést nem igénylő részét friss szén borítja. A gyorshúzáshoz szükséges részt először lassan, addig kell melegíteni
lumineszcencia, azaz akár 500-600 °. Lehetetlen közvetlenül a kovácsolási hőmérsékletre felmelegíteni az anyagot, hogy elkerüljük a repedések kialakulását. Amint az ekevas 500-600°-ra felmelegszik, a fűtési sebességet megnövelik, és a hőmérsékletet 850-1200°-ra (halványvörös és narancssárga hőig) emelik.
Rizs. 124. Ekevasak: a - trapéz alakú, b - véső
Rizs. 125. Az elhasználódott ekevas alakja: a - trapéz, b - véső
A felhevült ekevasat kiveszik a kovácsműhelyből, elülső oldalával az üllőre helyezik, hátulról pedig a kézifék vagy kalapács gyakori ütéseivel a fémkészletet a „raktárból” szórják ki.Az L65 acélból készült ekevas csak 800° feletti hőmérsékleten húzható (kovácsolható). A rajzolás leáll, amikor az ekevas 800° alá hűl (cseresznyepiros hővel), és újramelegítés után folytatódik. Az ekevas kihúzott részét simítóval az üllőre vasaljuk a vágórész teljes hosszában úgy, hogy a penge vastagsága 1-2 mm legyen, majd a kalapácsütésekből kialakult egyenetlenségeket eltávolítjuk.
Húzáskor az ekevas alakját és méretét sablonnal ellenőrizzük (121. ábra, a). A húzott résnél méretbeli eltérés megengedett az újhoz képest: hosszban ± 15 mm, szélességben + 4 mm.
Az ekevas húzás és vasalás után, még felforrósodott állapotban, lakatos satuban leszorítva, pengéjét reszelővel kiélezzük. Ezután a lehűtött ekevasat elülső oldalról benzinélezőn megélezzük. Az élezés után a penge élének szélessége nem lehet több 5-6 mm-nél, a penge vastagsága pedig 0,5-1 mm-en belül lehet. Az osztókést nem szabad 0,3 mm-nél vékonyabbra élezni, különben működés közben gyorsan elhasználódik.
A húzott rész hőkezelése edzésből és megeresztésből áll. Edzés közben az ekevasak a penge mentén a szélessége körülbelül egyharmadával felmelegednek. A kemencében 780-820 °C-ra történő melegítésnek egyenletesnek kell lennie (világos cseresznyepiros hő). A felforrósodott ekevasat gyorsan lehűtik vízfürdőben. Az oltófürdőben a víz hőmérséklete 30-40 °. Az ekevas hátával lefelé süllyesztjük a fürdőbe. Ha az osztót a pengével az edzõfürdőbe mártják, megrepedhet. Ne engedje le az ekevasat laposra, mert ebben az esetben általában meghajlik. Az ekevasat oltófürdőben tartják, amíg a víz el nem forr, majd kivesszük a fürdőből, és lassan levegőn lehűtjük.
Amikor a vésőrész megkeményedik, repedések jelenhetnek meg a pengén. Ennek elkerülése érdekében a fűtött ekevasnál elő kell hűteni a hegyről a pengére való átmenet helyét úgy, hogy 2-3 másodpercig rákenjük. nedves rongyot, csak ezután engedjük le gyorsan az ekevasat az edzõfürdőbe.
Az ekevas edzés közben fellépő törékenységének csökkentése érdekében edzett. Ehhez az ekevasat 350°-ra felmelegítjük (szürkére színezzük), majd lassan lehűtjük levegőn.
Edzés közben az ekevas gyakran megvetemedik. Az elvetemült ekevasat kalapácsütések uralják az üllő felett. Az osztó ütéseit óvatosan és nem keményen kell alkalmazni.
A részvény edzett részének keménységét személyi aktával ellenőrizzük. A fájl nem hagyhat nyomot a megosztás keményített részén.
Az RTS javítóműhelyekben az ekevasokat a javítás során kiváló minőségű elektródákkal vagy V-9 keményötvözet töltettel hegesztik. Az ekevasok ilyen javítási módja növeli azok tartósságát. Az ekevasak kopásállóságának növelése a külső rétegük nagyfrekvenciás árammal történő keményítésével is elérhető.
Az RU 2344913 számú szabadalom birtokosai:
A találmány mezőgazdasági gépészetre, különösen ekevas helyreállítási eljárásokra vonatkozik, és használható mezőgazdasági gépek ekevasának edzésével történő helyreállítására. A módszer abból áll, hogy az osztópenge felületén hornyot készítenek, a hornyot megtöltik forraszanyaggal, fémkerámia lemezeket helyeznek a forraszanyagra, és további forrasztóréteget és folyasztószert visznek fel a lemezek találkozásánál. a horony függőleges széle. Ezután a lemezeket addig hevítjük, amíg a forrasztóanyag megolvad, és az ekevasat a lemezekkel egy hőszigetelő kollektorban szobahőmérsékletre hűtik 4 ° C / perc sebességgel. Ebben az esetben az L63 minőségű forrasztóanyagot forrasztóanyagként, az FK-250 folyasztószert pedig folyasztószerként használják. A lemezeket az égő hidrogén-oxigén lángjával melegítjük 0,5 MPa gázkeverék-nyomás mellett, és az égőfúvóka kilépésétől a lemez felületéig - 50 mm távolságra. A műszaki eredmény a cermetlemezek tapadási szilárdságának növelése az ekevasszal. 1 lap.
A találmány mezőgazdasági gépészetre vonatkozik, elsősorban talajművelő gépekre, és felhasználható mezőgazdasági gépek ekevasainak helyreállítására és megerősítésére.
Ismeretes módszer a talajművelő szerszámok munkadarabjainak kopásálló pengéinek pengéinek megerősítésével történő előállítására, amely abból áll, hogy a pengék önélesítéséhez vezető hullámossága érdekében keményebb fémet helyeznek el. a pengék sima felületén szakaszosan és párhuzamosan a vágóéllel, majd a felületi zóna korlátozásával (lásd AS USSR No. 461721, Class А01В 15/04, Publ. 1975).
Ennek a módszernek a használatakor azonban a saru viszonylag alacsony kopásállósággal rendelkezik, mivel a saru nem olvadt része sokkal gyorsabban kopik, mint a hegesztett részek, aminek következtében a hegesztendő keményötvözet szabaddá válik és szétmorzsolódik, ami rontja a részvény önélesítésének feltételeit.
A javasolt módszerhez műszaki lényegét tekintve és az elért eredményhez a legközelebb egy olyan módszer áll, amely az ekevasak helyreállítására szolgál kemény ötvözetekkel a vágótestekre. Lényege a következő: az ekevasok és kultivátormancsok élettartamának növelése érdekében a keményötvözetek vágótestükre történő felhordása két lépésben történik: az első egy acél bélés hegesztése elhasználódott orron, majd ezt követi. keményötvözetbevonásával; a második szakaszban, közbenső művelet után a vágótestek pengéjének egyenes részét húzzák ki a kopott részből, majd ezt követi a keménybevonat (lásd AS USSR No. 241959, Class А01В 15/ 04, 1969).
Az ezzel a módszerrel helyreállított ekevasok munkafelületei azonban csekély tapadási szilárdsággal rendelkeznek a keményötvözet és az alapfém között, aminek következtében a helyreállított ekék működése során rövid élettartamúak.
A találmány célja a szinterezett lemezek kitörési erejének és ennek következtében a tapadási szilárdságának növelése az ekerészességgel, valamint a szinterezett lemezek fogyasztásának csökkentése és a munkasebesség növelésével a szántási teljesítmény növelése. a szántóegység.
A feladatot úgy érik el, hogy az ekevas penge felületén az ekevas helyreállításának ismert módszerénél hornyot készítenek, a hornyot forraszanyaggal töltik fel, a forraszanyagra cermet lemezeket szerelnek fel, további forrasztóréteget és folyasztószert. a lemezek találkozásánál a horony függőleges élével felhordják, a lemezeket addig hevítik, amíg a forrasztás meg nem olvad, és az ekevasat a lemezekkel a hőszigetelő kollektorban szobahőmérsékletre hűtik 4 ° C sebességgel / min, míg forraszanyagként az L63 minőségű forrasztóanyagot, folyasztószerként az FK-250 folyasztószert használják, és a lemezeket az égő hidrogén-oxigén lángjával hevítik 0,5 MPa gáznyomású keverékkel és távolságra. az égő fúvóka kimenete a lemezek felületéhez - 50 mm.
A módszert a következőképpen hajtjuk végre.
A helyreállításra vett ekevasaknak meg kell felelniük az alábbi követelményeknek: szennyeződéstől olyan állapotra kell tisztítani, amely lehetővé teszi az ellenőrzést és a hibák észlelését; a kopott rész talpának vastagsága a csavarlyukak területén legalább 8 mm; a kopott rész szélessége, a hátsó (nem működő) oldalról a hát és az occipitalis letörés távolságaként meghatározva - legalább 100 mm.
Az ekevas penge felületén 1,5 mélységű horony van kialakítva. 2,0 mm. Ezt a műveletet függőleges marógépen hajtják végre.
Ezután az L63 forrasztóanyagot rendszeres időközönként egy korábban előkészített horonyba helyezik, majd a TN-20 vagy T15K6 fémkerámia lemezeket a forraszanyagra helyezik. Ezt követően egy további FK-250 márkájú forrasztóréteget és folyasztószert alkalmazunk az egyes lemezek találkozási pontjára a horony függőleges szélével.
Ezután a lemezeket és a felújított ekedarabot MBV-500 hordozható gázhegesztő berendezéssel, hidrogén-oxigén égő lánggal hevítik. Feldolgozási módok: az égőfúvóka kijáratától a helyreállítandó felületig a távolság 50 mm, az oxigénfogyasztás 400 l/h, a hidrogénfogyasztás 375 l/h 0,5 MPa gázkeverék nyomáson. Ebben az esetben az égőt felváltva leállítják az egyes lemezek felett, hogy biztosítsák annak egyenletes melegítését. A melegítést addig folytatjuk, amíg a forrasztóanyag teljesen megolvad. Ily módon minden lemezt forrasztanak. A hidrogén-oxigén lángnak való kitettség nem befolyásolja hátrányosan a használt forrasztóanyagot, folyasztószert, szinterezett lemezeket és fémdarabokat.
Ezután a visszanyert ekevas a keményforrasztott fémkerámia lemezekkel egy 620,630 °C-ra felmelegített hőszigetelő kollektorba kerül, amellyel együtt szobahőmérsékletre hűtjük, 4 °C/perc hűtési sebességgel.
A javasolt módszer és prototípus összehasonlító tesztjeinek eredményeit a táblázat tartalmazza.
Az eketesteknél a következő meghibásodások, kopások lehetségesek: a vágópenge eltompul, a hátoldalon letörés jelenik meg, a lábujj lekerekedik, a szár szélességében beszűkül. Gyakoriak az ekevas törése, munkarészének lenyírása a gyökerekhez, kövekhez való ütközés következtében nagysebességű ekék szántásánál, amikor a szemétlerakó kupacja elhasználódott, a szántóföldi vágás alakja megváltozik, éle lekerekített, a munkafelület elhasználódott és a lábujj letörik, a szárnynál elkopik 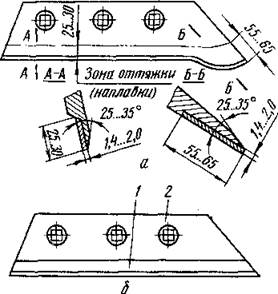
munkafelület. A tereptábla és a foltok a barázda felőli oldalon és alatta elhasználódnak.
A szár pengéjét tompa állapotban a munkaoldal a vastagságig élezi
ekevas a-öntisztító; b-kompozit hegesztett; 1-csíkos; 2-hátsó
A penge elhasználódott munkafelületének alakját sablonnal ellenőrizzük. A sablontól való eltérés legfeljebb 6 mm megengedett. Ha a mellkas lábujja eltörik, a penge helyreállítható. Ehhez a letört alkatrészt egy régi szemétlerakóból készítik, sablon szerint, a csomópontnál beállítják, és elektromosan hegesztik hátulról a kopott dömperre. Hegesztés előtt a munkadarabot termikusan kezeljük, hogy NKS 62 keménységet kapjunk. 50. A hegesztés során a hő eltávolítására a varrat közelében lévő területeket azbesztes agyagoldattal vonják be, a varrat alá 5 mm vastag vörösréz bélést, a bélés alá pedig egy vízzel átitatott rongyot helyeznek. Hegesztés után a varrat megtisztításra kerül. Amikor a penge terepi éle elhasználódott, szekvenciális rátéttel rakódik le. hengerek T-590 elektródákkal és 45 -os szögben élezve. 50°-kal a munkafelülethez képest.
Enyhe kopás esetén a tereptáblák helyreállítása kemény burkolattal, majd élezéssel történik, vagy a tábla kopatlan oldalát használjuk, fordítsuk meg. Ehhez lyukakat készítenek benne és megkeményítik.
A kés pengéjének gyűrődése legfeljebb három helyen megengedett, legfeljebb 1,5 mélységig. 2,0 mm és legfeljebb 15 mm hosszúságú. A tárcsa vetemedése legfeljebb 3 mm megengedett. Az elvetemült korongok hidegen futnak a tűzhelyen. Körkések élezésére szolgáló OR-6112 készüléken és eszterga tartozékain 0,5 mm-es pengevastagságra vannak élezve T15K6 keményötvözetből készült lemezekkel stb. 3 mm.
A tárcsaagyak végeinek kopását 8 mm-ig a beállító alátétek kompenzálják úgy, hogy a szomszédos tárcsák sarkantyúi közötti hézag legalább 4 mm legyen. A repedéses öntöttvas alkatrészeket PANCH-I folyasztószeres huzallal hegesztik elektromos hegesztéssel vagy öntöttvas rudakkal forrógázos hegesztéssel.
Korlátozza a talajművelő gépek elhasználódott vágótesteinek megjelenítését
Kérdéseket csak regisztráció után lehet feltenni. Kérlek jelentkezz be vagy regisztrálj.
Nézd meg az ekét, mit kell benne cserélni, hogy szántson és ne vágjon barázdákat. Megpróbálok fotót feltenni, nekem úgy tűnik jobbra kaszál az első szemétlerakó, nagyon hálás leszek a segítségért.
Hát igen, az első épület ferde. A második test is hagy barázdát?
Először is, az összes testet egy síkban kell beállítani, másodszor pedig be kell állítani az ekét. A dump nem működik teljesen, ezért a gerincek.
Véleményem szerint ennek két oka lehet:
1 Az eke elakadt a barázdában
2 alacsony sebesség
Más esetekben a gerincek eltérőek lennének, de ugyanazok a gerincek vannak
Az első karosszéria formalemeze eltér a 2. és 3. karosszériáétól, és mi a traktor hátsó keréknyoma?
Állítsa be az ekét.
traktorral jársz barázdán vagy szántóföldön?az első karosszéria nem dob sokat az előző pályára.a szemétlerakók rendesen homokoznak,ami azt jelenti,hogy van a varrat elfordulása.a nyomvonal a pukarytól egyenletes és tiszta, pontosan megy abból a tényből ítélve, hogy az összes szemétlerakó azonos csiszolási magasságú, nos, majdnem egy ekevas és mell 
szemétlerakók, de ez nem végzetes (kicsit többet eszik a szolárium és kicsit kevesebbet szánt).Csökkentsd egy kicsit a markolat szélességét, közelebb a kerekek szántásához (rögök) és minden szuper lesz. A sebesség nem szükséges.az eke klasszikus szemétlerakókkal rendelkezik (nem nagy sebességű).alapjárat
Csinálj boronát eke után és boldog leszel.
- valami kopog a motorban.
- kapcsold fel a rádiót és boldog leszel
A gazdaságpolitika mindenekelőtt a megvalósítás művészete, nem pedig a tervek készítése. (A.V. Csajanov)
Feltételeket teremtünk a fejlődéshez:. a mezőgazdasági termelők támogatása abból a szempontból, hogy nem akadályozzák őket. P. N. Cherkasov, Natalinskoe Moszkvai régió.
Tény, hogy az ekét szabályozni kell, de emellett még az eke traktorra szerelésének módját is szabályozni kell. akkor szép lesz a szántó.
A gazdaságpolitika mindenekelőtt a megvalósítás művészete, nem pedig a tervek készítése. (A.V. Csajanov)
Feltételeket teremtünk a fejlődéshez:. a mezőgazdasági termelők támogatása abból a szempontból, hogy nem akadályozzák őket. P. N. Cherkasov, Natalinskoe Moszkvai régió.
Hogyan ne állítsa be az ekét, de a hornyok és csomók továbbra is megmaradnak. Főleg kemény talajon. A boronával tökéletesen egyenletesnek bizonyul.
És mi, szóval pontosan mit lehet vetni kultivátorral történő szintezés nélkül?
traktorral jársz barázdán vagy szántóföldön?az első karosszéria nem dob sokat az előző pályára.a szemétlerakók rendesen homokoznak,ami azt jelenti,hogy van a varrat elfordulása.a nyomvonal a pukarytól egyenletes és tiszta, pontosan megy abból a tényből ítélve, hogy az összes szemétlerakó azonos csiszolási magasságú, nos, majdnem egy ekevas és mell
Az eke rendesen szánt, egy menetből egyenletes a pálya 
De az, hogy az első korpusz nem sokat tesz hozzá az előzőhöz, akkor ez baj, sőt kétféleképpen gyógyítható: 1) Húzza az ekét a láncos kötegekkel közelebb a jobb oldalhoz (az eke messze van a barázdától, esetleg
a tereptáblák is komposztálhatják az agyat)
2) Csak emésztse meg az eke rögzítési pontját (automatikus csatlakozó háromszög).
Konkrétan a te döntésed.
Ne rohanjon jót tenni. A jót lassan kell tenni, hogy észrevegyék és értékeljék.
A lovas eke, a traktor eke vagy a járható traktorhoz nélkülözhetetlen dolog egy háztáji gazdaságban. Az eke felszántja a talajt, elfordítja a talaj felső rétegét, ami csökkenti a gyomok mennyiségét, puhábbá, hajlékonyabbá teszi a talajt. Nem csak ekét vásárolhat, hanem saját maga is elkészítheti. Ehhez a szerszámokon és az anyagokon kívül ismernie kell az eke szerkezetét és geometriáját.
Az eke helyes elkészítése csak akkor lehetséges, ha megértjük a szántási folyamatot, valamint az eke egyes részeinek rendeltetését.
Szántáskor az ekeék a talaj puhaságától és nedvességétől függően meghatározott szögben belevág a talajba. Az ék elválasztja a tartályt, felemeli és összenyomja, ugyanakkor a tartályt több részre osztja. A belépési szög attól függ, hogy a földréteg hány részre lesz felosztva: minél nagyobb a szög, annál nagyobb a hasadás. De ha a bemeneti szög több mint negyvenöt fok, akkor a talaj leáll a csúszás a szántószerkezet munkafelületén, és elkezd felhalmozódni előtte, megnehezítve a további munkát.A függőleges eke, vagyis élesebb vezetési szöggel elválasztja a talajt a barázda szélétől és vízszintesen összenyomja. A vízszintes kormányszögű eke másként működik: eltéríti és elfordítja a talajréteget.
Egy tipikus munkaeke a következőkből áll:
- Talajvágó ekevas
- Lerak,
- Kés,
- Tereptábla,
- Állványok,
- Skimmer.
Ezenkívül az eke felszerelhető:
- Erősebb fém váz
- Kerekek
- Mechanizmus, amely korrigálja az eke munkáját a traktorhoz képest,
- Hidromechanizmusok,
- Pneumatikus hidraulika rendszer.
A dömpernek többféle munkafelülete lehet:
- Csavar,
- Hengeres,
- Cilindroid.
A hengeres tökéletesen őrli a talajt, de a formáció rosszul alakul. Ez nem mindig kényelmes. A hengeres munkafelületet általában puha talajban történő megmunkáláshoz használják. A legkényelmesebb és legpraktikusabb a munkavégzés egy hengeres felület, amely jól morzsolódik és forgatja a talajt, valamint száraz és nedves talajjal is megbirkózik.
Ahhoz, hogy saját kezűleg készítsen ekét otthon, rendelkeznie kell:
- Görgők,
- Őrlőgép,
- Gázvágó,
- Rögzítők,
- Mérőeszköz,
- Kalapács,
- Hegesztőgép,
- Olló fém vágásához.
A munka megkezdése előtt ajánlatos rajzot vagy diagramot készíteni, vagy kész verziót találni az interneten. Ez lehetővé teszi, hogy vizuálisan ábrázolja a munka előrehaladását, az összes alkatrész és a rögzítőelemek helyét.
A legegyszerűbb gyártási lehetőség. Az egyoldalas készülék elkészíthető egy darabból, egyetlen test formájában, és összecsukható. Az összecsukható változat kényelmes, mivel lehetővé teszi az ekevas eltávolítását az élezéshez. Az ekevas körlapból tárcsára cserélhető. A szemétlerakás általában kétféleképpen történik. Az első közülük körülbelül öt milliméter vastag és ötven centiméter átmérőjű csővágást igényel.
A vágásból kivágunk egy munkadarabot, és sarokcsiszolóval a kívánt méretre hozzák. A szemétlerakás készítésének második módja egy négy milliméter vastag acéllemez vagy egy ugyanolyan falvastagságú, de körülbelül 50 cm-es metszetű henger jelenléte. Hegesztőgép vagy fémolló segítségével kivágunk egy formát. és henger alakban meghajlítva. Ha eltérések vannak a szükséges méretektől, kalapácsot használhat az átdolgozáshoz.
Bármely rajz hat alkotóelemet tartalmaz:
- fém tárcsa vagy ekevas,
- Az alapítás,
- Távtartó lemez,
- oldalsó szárny,
- Csővágás a csappantyúhoz,
- Terepi munkatábla.
Az ekevas felszerelése általában egy fémlemez és több, huszonöt fokos szögben ferde ék felhasználásával történik. Kétpontos hegesztéssel van rögzítve, valamint összeköti a fogaslécet és az oldalpajzsot is. Célszerű a pajzsot egy centiméterrel magasabbra tenni, mint a rés alsó széle, míg a pajzs szélei öt-hat milliméterrel fedjék át a penge élét.
Az ekevas a pengével hegesztéssel van rögzítve, így azok egyetlen egészet alkotnak, hézagok és egyenetlenségek nélkül. A köztük kialakult szög nem haladhatja meg a hét fokot. Az oldalállványra hegesztett szár és penge van rögzítve, magát az állványt pedig először az alapra, majd a távtartó lemezre hegesztik. Végül az osztó sarkait az alaphoz hegesztjük. Minden hegesztési nyomot és varratot megtisztítanak, és a pengét megcsiszolják.
Ez a típus hatékonyabb nagy földterületek szántásához. A gyártáshoz tömör acélvázra van szükség, amely kerek vagy téglalap alakú, legalább két milliméter vastag. A keret mérete a szükséges munkadarabok számától és a vezérlőelemtől függ. A munkatestben az osztót alulról kell elhelyezni, mivel az a szerepe, hogy egy földréteget mozgassa a lerakóba. A szeméttelep megfordítja a talajt, vágja és eltolódik, barázdát képezve.
Az állvány a munkaeszközök kerethez való rögzítéséhez és a kés tartásához szükséges. Számos állítható lyuk van benne, amelyek lehetővé teszik a szántás mélységének megváltoztatását.Általában az állványt legalább egy centiméter vastag fémlemezből hegesztik, és csavarokkal rögzítik a kerethez.
A vázat az összes munkaeszközzel házilag készített vonórúddal vagy vonóhoroggal rögzítik a minitraktorhoz vagy a mögöttes traktorhoz. A vonórúdnak feltétlenül fogantyúval kell rendelkeznie, és egyenes vagy V alakúnak kell lennie. A második forma hatékonyabb, mivel sokkal stabilabbá teszi az ekét. A nagyobb stabilitás és a mozgás egyenessége érdekében terepi kerekeket is felszerelhet. Állítható konzollal rögzítik a kerethez.
Az eke saját kezű összeszereléséhez be kell tartania egy nagyon fontos szabályt: a készülék minden részét először ponthegesztéssel hegesztik, és csak akkor, ha minden alkatrész a helyén van és megfelelően rögzítve van - a végső. A kidolgozás minősége könnyen ellenőrizhető - ehhez le kell venni a pengét az osztóval, és magát az ekét az asztalra kell helyezni. Az ekét szorosan megnyomva ellenőrizze az asztal felületének egybeesését a futómű vízszintes felületével. Ha nincs eltérés, akkor minden helyesen történik.
A jó felépítést a következő kritériumok alapján is meghatározhatja:
- Az osztó éles széle két centiméterrel a futó alatt található,
- A pengével ellátott rész egy centiméternél nem nyúlik túl a futómű függőleges élén,
- Nincs rés a csúszás és a penge között.
A szántás melletti traktorra egy házilag készített eszköz van felszerelve. Az acélkerekek felszerelésével kezdődnek – ezek megakadályozzák, hogy a mögöttes traktor elcsússzon a talajban. A következő lépés az eke rögzítése, de ne húzza meg teljesen az összes rögzítőanyát. Segítségükkel beállítják a készüléket, amely egy speciális állványon kezdődik. Az állvány magasságának meg kell egyeznie a szántás mélységével. Az összes egység felszerelése és rögzítésének ellenőrzése után az ekét a talajra kell helyezni.
A teljesítményvizsgálatot hárombarázdás szántáson végzik.
Ez elegendő a mélység mérésére és a felborult képződmények ellenőrzésére. Ha a barázdák átfutnak egymáson, vagy a távolság meghaladja a tíz centimétert, minden alkatrészt újra be kell állítani.
















