Részletesen: barkácsolt teherautójavítás igazi mestertől a my.housecope.com oldalra.
Bármely autó meghibásodása nagyon kellemetlen esemény, a legtöbb esetben jelentős költségekkel jár. Mit mondhatunk az olyan teherautók, gépek meghibásodásáról, amelyek mindennapi áruszállításra hivatottak városon, országon belül és külföldön, és olyan problémák, amelyek jelentősen lelassíthatják vagy akár le is állíthatják a termelési, kereskedelmi folyamatokat, mert a teherautók szállítják a berendezéseket, gépeket, bútorok, építőanyagok, élelmiszerek, ipari áruk. Természetesen a váratlan meghibásodások és a berendezések meghibásodásának megelőzése érdekében ellenőrizni kell, és rendszeresen el kell küldeni a speciális berendezéseken végzett minősített diagnosztikára. A teherautók rendszeres ellenőrzését, javítását típustól és gyártótól függően 20-120 ezer kilométerenként kell elvégezni.
A jármű időben történő átvizsgálása és diagnosztikája nemcsak a jármű egészének, hanem minden egyes alkatrészének vagy szerelvényének élettartamát is meghosszabbítja. Az időben elvégzett ellenőrzések lehetővé teszik a teherautó egységeinek, alkatrészeinek vagy mechanizmusainak más esetekben elkerülhetetlen cseréjét.
Általában az okok, amelyek miatt szükséges a javítási munkák elvégzése, az autó különböző balesetekből eredő károsodásai, a sebességváltó hibái, az alkatrészek kopása, az alváz instabil működése stb.
A teherautók sajátosságai miatt az ilyen járművek javítása nem egyszerű feladat. A méretek elegendő helyet és nagy teljesítményű felszerelést igényelnek, a különböző gyártók modelljeinek jellemzői és speciális műszaki követelményei pedig bizonyos tudást és képesítést igényelnek. Hiszen a speciális berendezések és teherautók költsége általában jelentősen meghaladja a személygépkocsik költségét, kialakításuk és berendezésük sokkal bonyolultabb. Ezenkívül a mindenféle moduláris felépítés és a gyakran ritka teherautó-alkatrészek hosszan tartó alkatrészkereséshez vezetnek, mert ha az Ön által választott szerviz nem a teherautók javítására specializálódott, nem valószínű, hogy gyorsan sikerül eredeti alkatrészt találni. alkatrészek megfelelő áron. Tekintettel a különböző gyártók „munkalovai” összeszerelésének sajátosságaira, nagyon gyakran a motor, az alváz, a sebességváltó és más mechanizmusok javításához, speciális modern technológiai berendezésekre van szükség.
Videó (kattintson a lejátszáshoz).
A munkakörtől függően háromféle teherautójavítás létezik: ütemezett ellenőrzés, kisebb javítások és nagyjavítások. Ebben az esetben az ellenőrzés magában foglalja a diagnosztikát és a mechanizmusok működésének ellenőrzését. A kisebb javítások közé tartoznak a karosszériajavítások (festés és a karosszéria deformációk eltávolítása), egyes alkatrészek vagy szerelvények cseréje. Ám egy nagyjavítás során teljesen szétszedik a teherautót, kicserélik az elektromos vezetékeket, felújítják a váltót, a motort, az alvázat és az autó egyéb létfontosságú alkatrészeit.
Tekintettel arra, hogy a teherautók rendszeresen több száz kilométeres egyenetlen utakon tesznek meg egyenetlen utakat, miközben meglehetősen zord éghajlati viszonyok között dolgoznak, a teherautójavítási szolgáltatások hazánkban meglehetősen keresettek. A kereslet pedig kínálatot teremt – és most már több tucat cég kínálja autója javítását. De ne feledje, a szolgáltatás kiválasztásakor nagyon fontos, hogy ne számoljon rosszul, és forduljon szakemberekhez, akik garantálják a jól meghúzott anyákat, a helyesen telepített mechanizmusokat, az egységek és mechanizmusok összehangolt és pontos működését, és természetesen általánosan magas teljesítményt. minőségi eredmény.
Az autókarosszéria-hegesztésről itt olvashat.
Az autóban lévő keretet erőkeretnek nevezik, amely az összes rögzítésének alapja
karosszériaelemek, motor, sebességváltó, hajtások stb. Általában olyan technológiát kell alkalmazni, mint egy keret hegesztése ennek a résznek a kisebb deformációival. Például, ha repedések, forgácsok, redők keletkeztek, akkor ebben az esetben tanácsos a keretet főzni. A hegesztési technológiát azonban szigorúan be kell tartani, mert ezen nemcsak a váz minősége fog múlni, hanem a jövőben az autó használatának biztonsága is.
Nagyon gyakran a nagy rakományokat szállító teherautók, például a KAMAZ, közvetlenül az autópályán meghibásodhatnak. Az ilyen kellemetlen helyzetek elkerülése érdekében folyamatosan figyelemmel kell kísérnie a keret állapotát, és időben meg kell javítania ezt a részt.
Annak érdekében, hogy a csatlakozás erős és megbízható legyen a targonca vázának hegesztése során, számos szabályt és követelményt be kell tartani.
Az első dolog, amit érdemes megjegyezni, annak szükségessége, hogy a fém ne melegedjen túl azon a helyen, ahol a varrás kialakul. A varratot apró darabokra kell főzni, amelyek hossza nem haladja meg az 5 mm-t.
Ügyeljen arra, hogy várjon egy kicsit, amíg a hegesztés kihűl.
Ezután meg kell dolgozni a széleket. Ez plazmavágó vagy daráló segítségével történik, mert ez a legalkalmasabb lehetőség fém vágására.
A keret hegesztésénél ügyeljen arra, hogy a másodlagos fém és a fő fém közötti átmenetek a lehető legsimábbak legyenek. Ügyeljen arra, hogy ne hozzon létre alávágásokat, mint ez a hiba okozza a keret megrepedését. Ezenkívül a gyökeret teljes hosszában fel kell főzni, különben az egész folyamat értelmetlen lesz.
Figyelembe véve azt a tényt, hogy meglehetősen nehéz dolgozni sok teherautóval, amelyek mérete nem túl nagy, és a keret nagyon gyakran hajlamos a törésre, függetlenül a varrás minőségétől, csak egy kiút van - meg kell erősítse meg a meghibásodás helyét. Erre alkalmas egy csatorna és egy csavaros csatlakozás.
Mielőtt közvetlenül a hegesztési folyamathoz kezdene, az alkatrészt jól elő kell készíteni. Fontos a sérülés helyes azonosítása, ehhez el kell távolítani az összes testelemet és meg kell vizsgálni az érintett területet. Azt a helyet, ahol a repedés véget ér, ki kell fúrni. Ez segít megelőzni a károsodás kialakulását.
Tanács! Használjon 5 mm átmérőjű fúrókat.
Az ilyen hegesztési munkákat félautomata berendezéssel végzik.
Tudjon meg többet a hegesztési folyamatról. Mint már említettük, a hegesztési folyamat több menetben történik.
Az égő első lépésénél a gyökeret felforraljuk. Az előfeszítést elektródákkal végezzük, amelyek egy 1,2 mm vastagságú, Sv08 indexű huzal. A hegesztési munkát 100 A-es áram hatására végezzük. A második és harmadik menetben az áramjelzőnek 110 A-nak kell lennie ugyanazzal a hegesztőhuzallal, miközben a gyöngyöknek a lehető legvékonyabbnak kell lenniük, és át kell fedniük egymást. A negyedik menetnél az áramerősség 120 A-re nő.
Fontos, hogy a főzés az ív megszakítása nélkül történjen. Csak így érheti el a legegyenletesebb és legminőségibb varrást.
A hegesztés befejezése után minden varrást megfelelően meg kell dolgozni. A fémet védeni kell a negatív környezeti hatásoktól. A csatlakozási területet le kell mosni, majd homokfújni, zsírtalanítani, alapozni és festeni.
Összegzésként meg kell jegyezni, hogy a teherautó-váz hegesztése koncentrációt és odafigyelést igénylő folyamat. Annak érdekében, hogy a varrat a lehető legerősebb és minőségibb legyen, a hegesztőnek rendelkeznie kell némi munkatapasztalattal. Mivel a váz egy fontos alkatrész, amelytől a vezetés biztonsága függ. Ne feledkezzen meg a biztonságról, és hegesztéskor feltétlenül viseljen speciális védőruházatot.Ha betartja az összes szabályt és követelményt, akkor a végén a legjobb minőségű kapcsolatot kapja.
VIDEO A meghibásodások megelőzésének biztos módja az időben történő megelőzés, ezért a KamAZ típusú teherautó esetében a karbantartási és javítási munkákat szigorúan a gyári ajánlások alapján összeállított ütemterv szerint végezzük. Az új KAMAZ kezdeti üzemideje, amelyet a gyártó határoz meg, ezer kilométer. Ebben a szakaszban fontos betartani a sebességkorlátozást (legfeljebb ötven kilométer / óra), és kerülni kell a teherautó túlzott terhelését (a norma legfeljebb 75%-a).
Az új KAMAZ minden konfigurációjához mellékelni kell a szükséges dokumentációt, amely tartalmazza a javítási kézikönyvet.
A jelentősebb meghibásodások elkerülése érdekében ütemezett autójavításokat végeznek. Az egyik fő megelőző intézkedés az összes járműfolyadék (hűtőfolyadék, kenőanyag és fék) rendszeres cseréje a gyártó szabványai és követelményei szerint kiválasztott rendszerekben. A hűtőrendszer szivárgásának előfordulása, a szelepek és a tartálytömítések integritásának megsértése olyan meghibásodás, amelyet a vezetőnek azonnal meg kell szüntetnie.
A javítások késése kavitációs károsodást okozhat az egység és a szivattyú szerkezetében, ami negatívan befolyásolja az egész jármű működését.
A kenési rendszer nyomáscsökkenéséről szóló jelzés esetén a KAMAZ motor sürgős javítására lesz szükség a vezető saját erői által. A teherautó további mozgása ilyen meghibásodás esetén nem kívánatos.
A belső égésű motorrendszer szívócsatornáinak tömítettségét megsértő jármű üzemeltetése az autó motorjának idő előtti kopásához vezethet.
A hengerfej-rögzítések repedéseinek megelőzése érdekében a csavarfuratok megbízható szigetelésére van szükség, hogy megakadályozzák a belső folyadék és a szennyeződések bejutását. A leírt műveletek a belső égésű motor hengerfejeinek cseréjekor is javasoltak.
Bizonyos javítások hegesztést igényelnek. Megvalósításuk fontos pontja az akkumulátor leválasztása. Ezzel egyidejűleg a pozitív érintkezőt eltávolítják a generátorból. Ebben az esetben a hegesztőgép földelővezetékét a hegesztési varrattól rövid távolságra kell csatlakoztatni.
VIDEO
Az autó rendszeres karbantartása és megelőző ellenőrzése lehetővé teszi, hogy elfelejtse az út során fellépő meghibásodások problémáját és azok megszüntetésének szükségességét. Javasoljuk, hogy minden utazás előtt ellenőrizze a KAMAZ fő részeit, valamint ellenőrizze a rendszereiben lévő összes munkafolyadék szintjét.
A vezető önállóan hajtja végre a következő műveleteket:
ellenőrzi a kerekek épségét és a gumiabroncsok nyomását;
ellenőrzi a kormányrendszer hajtásának működését;
teszteli a fékrendszer reakcióját.
Javasoljuk, hogy a KAMAZ ütemezett műszaki vizsgálatát egy autószervizben végezze el naptári évente legalább kétszer. Az ilyen események szezonalitása a teherautó nyári és téli használatra való felkészítésének köszönhető.
A jármű megfelelő működési feltételei mellett sokkal ritkábban van szükség javítási munkákra. Konkrét ajánlások vannak a vezetőnek az úton váratlanul felmerülő helyzetekre vonatkozóan:
ha hűtőfolyadék szivárgást észlel a rendszerben, vizet lehet utántölteni. Ez az intézkedés a kényszerített kategóriából származik, lehetővé téve a járművezető számára, hogy eljuthasson arra a helyre, ahol teljes körű javítást végeznek;
üzemképtelen motorral rendelkező teherautó vontatásakor feltétlenül el kell távolítani a kardántengelyt. Ennek a követelménynek a figyelmen kívül hagyása a sebességváltó másodlagos tengelyének fogaskerekei csapágyainak kopásához vezet, ami ezt követően a sebességváltó korai javítását teszi szükségessé;
ha az autó huzamosabb ideig folyékony sárral teli úton halad, ajánlatos a hűtő felületét időnként erős víznyomással átöblíteni.Ehhez fel kell emelnie a KAMAZ fülkét, és óvatosan, anélkül, hogy víz kerülne a generátorra, végezze el a manipulációt. A rendszeres öblítés belátható időn belül megakadályozza a radiátorjavítást.
42 poszter, ami biztosan jól jön, ha saját kezűleg javít egy KAMAZ-t
KAMAZ 5320 és Ural-4320 járművek. Oktatóanyag.
Műszaki iskolák és szakközépiskolák kadétjainak, járművezetőknek és közlekedési szervezetek dolgozóinak.
A KAMAZ saját kezűleg végzett karbantartása és javítása
Javítási és karbantartási kézikönyv
DIY KAMAZ autójavítás
11,00R20 Bel-124 ns 16
A keret javítása meglehetősen gyakori feladat. A sérülések természettől függően eltérőek lehetnek, ezek repedések (elég gyakori előfordulás), valamint gyűrődések és deformációk.
Súlyos balesetek esetén gyakran a keret viselkedése nagyon nehezen helyreállítható és nem is praktikus. De a legtöbb esetben a károsodás repedésekben vagy a keret szétrepedésében nyilvánul meg. Az ilyen sérülések biztonságosan javíthatók. De fontos betartani a javítási technológiát, hiszen a vázszerkezet nehéz körülmények között, nagyon erős csavaró terhelés mellett is működik.
félautomata készülékkel kell főzni,
kerülje a túlmelegedést,
ügyeljen arra, hogy vágja le a varrásokat,
forraljuk fel a varrás gyökerét.
A javítás megkezdése előtt gondosan meg kell vizsgálni a keretet repedésekre. A video endoszkóp alkalmas belső vizsgálatra. Ha nincs speciális, vásárolhat egy USB endoszkópot, amely laptophoz vagy okostelefonhoz használható.
Javításhoz hozzáférést kell biztosítani a sérülés helyéhez, ha szükséges, szerelje le a munkát zavaró részeket. A terhelés csökkentése érdekében a legjobb módszer, ha a keretet megszabadítja az összes tartozéktól és alkatrésztől. Ha a repedések szétváltak, először emelők segítségével le kell ereszteni azokat, és mindenképpen meg kell mérni az autó átlós vezérlési pontjait. A távolságkülönbség nem haladhatja meg az 5 mm-t. Ha eltérések vannak, akkor a keretet a csúszópályára kell húzni.
A keret kiegyenesítése, beleértve a repedés helyeit is, hideg állapotban, kalapáccsal és kalapáccsal, tüskék és támasztékok segítségével történik.
Teherautókon és félpótkocsikon a keretet pneumatikus vagy hidraulikus berendezéssel vezérlik.
VIDEO
A repedéseket az erősítő bélés hegesztésével és szegecselésével javítják.
A hegesztési előkészítés fő jellemzői:
a repedés látható végének meghatározása (nagyítóval);
a repedés végének fúrása (fúrás előtt fordítsa el a furat alatti középpontot 5-10 mm távolságra a repedés látható határától annak irányvonala mentén; fúrjon 5-6 mm átmérőjű fúróval );
vágóélek 90 fokos hajlításnál az alkatrész fém vastagságának 2/3-a mélységig, plazmavágóval, ha nem, akkor lehet köszörűt, de tovább tart.
20 mm széles repedés széleinek tisztítása (acélkefe vagy elektromos csiszoló).
Az oldalsó tagokon lévő repedések megszűnnek:
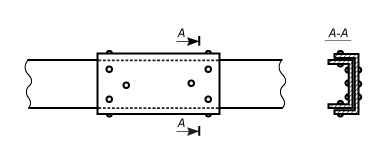
külső vagy belső erősítődoboz alakú bélés hegesztése és felszerelése szegecsekre;
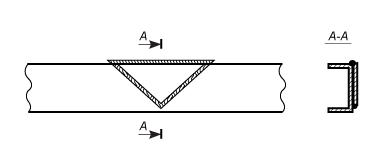
repedés hegesztése és erősítő háromszöglemez hegesztése;
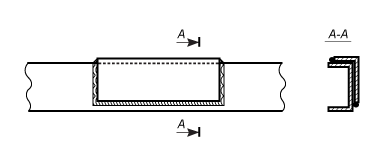
repedés hegesztése és szögacélból készült erősítőlemez hegesztése;
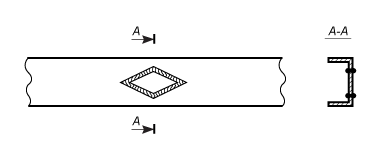
a függőleges falon lévő hosszanti repedéseket vagy repedéscsomókat a sérült terület kivágásával és egy rombusz alakú betét hegesztésével küszöböljük ki;
A fedőréteg felszerelése előtt a varrást az alapfémmel egy szintre kell vágni.
Ha nem lehet felforralni a gyökeret, akkor jobb, ha nem veszi fel a keretek hegesztését.
Első lépés gyökérforralás: jelenlegi 100 A huzal Sv08 1,2 mm-es gázkeverék Ap + CO2 20% rövid görgők balról jobbra a repedésen keresztül az ív megszakításával és a fém túlmelegedése nélkül, de fordított görgő kialakításával.
Második és harmadik áteresztő áram 110 A pontosan ugyanaz, de a görgők legyenek vékonyak és átfedjék egymást.
Negyedik áteresztő áram 120 A egy görgő a horony teljes szélességében, enyhén közelítve az alapfémhez, a görgők sűrűek, és a hőveszteségtől függően lehet folyamatos varrat, de a fém túlmelegedése nélkül (3-5 henger és megszakítás az ív).
Az ötödik henger minden irányban átfedi a minimumot, ugyanúgy, de az ív megszakítása nélkül. A varrás széles, domború és meglehetősen egyenletes.
A függőlegest csak felülről lefelé főzik. Ha az ügyfél azt kéri, hogy elrejtse a hegesztés nyomait, akkor az ötödik henger nincs megfőzve.
A kerethegesztés minden esete nagyon egyedi.
A nagy varratokat nem szabad egyszerre megsütni, mert a hőhatászónában a fém megkeményedik és törékennyé válik, ha deformálódik.
A fotón a keret már elkészült, a varrás undorító. Újra kellett csinálnom.
A varratok 90 fokban lettek vágva, ahol a VIN volt, lyukakat kellett fúrni, ez a feszültségmentesítés érdekében, így a repedés egy részét nem lehet hegeszteni, és ha nem csinálsz lyukat, akkor a fémfeszültségtől a repedés elmegy vissza a hegesztéshez.
A varratokat a fenti technológiával hegesztettük.
A fent ismertetett javítás során a betétre nem volt szükség. Egy extra hegesztési varrat nem tesz jót a szerkezetnek. A párnákat arra az esetre használják, ha meg kell erősíteni a keretet, ahol a fém elfáradt, és sok függőleges repedés van. Jobb, ha gyémánt vagy elliptikus rátéteket hegeszt, nem pedig átfedést.
Bélésekhez és foltokhoz ugyanazt az acélt kell venni, amelyből a keret készült.
A teherautó napellenzője speciális vízálló PVC szövettel (burkolattal) borított keret. Ennek a kialakításnak a fő előnyei a kis súly, az egyszerűség és a viszonylag alacsony költség.
Működés közben azonban a napellenző szövet erősen ki van téve különféle terheléseknek és környezeti hatásoknak, ami a következő következményekkel járhat:
szakadások és vágások;
a keret deformációja;
napellenző szerelvények kopása;
napellenző szövet természetes öregedése.
A napellenzők professzionális javítása forrólevegős hegesztéssel történik, minőségi eredmény csak megfelelő berendezések és anyagok használatával lehetséges. Ez a lista a következőket tartalmazza:
varrógörgők;
tartozékok szerelvények felszereléséhez (lyukasztók, préselések fűzőlyukak felszereléséhez);
napellenző szövet;
tartozékok (fűzőlyukak, ellenállási szalagok, kapcsok, övek, szegecsek, alátétek, feszítők, görgők, horgok, gyűrűk, hegyek, kábelek stb.).
A napellenző anyaga polivinil-klorid lemez (PVC, PVC), lavsan (poliészter) alappal megerősítve. A vastagságtól függően a napellenző szövet sűrűsége eltérő (súly 1 négyzetméterenként). A leggyakoribb szövetek tömege 600-1200 g/m2. Vannak nehezebbek is - csúszó (függöny) szerkezetek oldalsó oldalaihoz használják.
A hegesztőberendezések közé tartoznak az automata és kézi gépek. A gépeket hosszú hegesztési varratok készítésére használják, és elsősorban új anyagokkal való megmunkálásra tervezték. A sérülések kijavításához kézi javításokat használnak, mivel ezek lehetővé teszik a javításokat függőleges vagy vízszintes felületen a napellenző szétszerelése nélkül.
A lineáris vágást (rést) a ponyva külső vagy belső foltjának hegesztésével javítják. A folt szélességének a sérülés hosszától és jellegétől függően legalább 40 mm-nek kell lennie. A 700 g / m2-nél nagyobb sűrűségű napellenzők kétoldalas javítást igényelnek.
Az autós napellenző vágás vagy repedés javításának algoritmusa, függetlenül a sérülés természetétől, a következő:
támasztófelületet helyeznek a sérült terület alá, hogy elkerüljék a szövetek deformációját hevítés közben. Erre legalkalmasabb a textolit, rétegelt lemez vagy farostlemez (legalább 5 mm vastag). Ne használjon fém és műanyag lapokat;
a javítási helyet alaposan megtisztítják és zsírtalanítják - olajos szennyeződés, scotch és ragasztómaradványok jelenléte nem megengedett;
tapaszt helyeznek fel és hengerrel megnyomják;
a tapasz alsó rétegének és a sérült elem felső rétegének egyenletes és egyidejű melegítése forró levegővel. Az olvadás előrehaladtával egy összekötő hengerrel egyenletes felhúzás történik.Az anyag túlmelegedését nem szabad megengedni. A teljes polimerizációs idő általában nem haladja meg a 10 másodpercet. Az üzemmód 600-850 fok tartományban van, és függ az anyag állapotától (minél régebbi, annál magasabb a hőmérséklet) és a környezeti hőmérséklettől.
Figyelem: Ne használjon építőipari hőlégpisztolyokat a napellenzők javításához - ezek teljesítménye nem elegendő ehhez. Az ilyen munka eredménye gyakran a napellenző burkolatának geometriájának megsértése, egészen a teljes elem cseréjéig.
A napellenző szövetének öregedése a PVC lágyítók elpárolgásával jár. Az anyag szívóssá válik, és elkezd leválni, így szabaddá válik a szövetalap. Ebben az esetben a hegesztés csak belülről lehetséges, vagy elemcsere szükséges. Az ilyen helyzetek leggyakrabban a napellenző tetejével fordulnak elő, mivel az van leginkább kitéve az ultraibolya sugárzásnak.
Emlékeztetni kell arra, hogy a PVC szövetek hegesztése sok finomság ismeretét, valamint elegendő tapasztalatot és készségeket igényel, ezért ha nem biztos a munka kedvező eredményében, akkor jobb, ha szakemberre bízza.
tagok
195 hozzászólás
tagok
1163 hozzászólás
Ami a kendőket és béléseket illeti - a túlzott vastagságuk sem jó.
A teherautó váza nem merev szerkezet, hanem rugalmas elem, amely hajlításban és még inkább csavarásban működik.
Ezért a vastag bélés megváltoztatja a keret tulajdonságait, és más (néha nagyon váratlan) helyeken tönkreteszi. Optimálisnak tartom a váz fém vastagságának +/- 1 mm vastagságú fém használatát. A keretek csavarozható központi betétekkel történő meghosszabbításakor vastagabb fémet (az alapfém 140-180%-áig) használnak, miközben a kerettöredék és a betét átfedésének hossza legalább 3,5. 4 keretmagasság. Jelentős megnyúlás esetén a betéthez további rátétek kívánatosak.
Formáját tekintve a rombusz csonka sarkú, trapéz és esetenként háromszögletű rátétek a preferált. Mindenesetre ügyelni kell arra, hogy kerüljük a keresztirányú (a kerethez képest függőleges) varratokat (kivéve a keret végeit) és a feszültségkoncentrátorokat (a hegesztési varratok éles sarkait).
Hasonló dolgok a platformokra, karosszériákra, oldalakra és egyéb felépítményekre is vonatkoznak.
Most a csavarokról. Ha valamit a keretre rögzítenek, akkor a rögzítőelemek meghibásodásának fő oka egyáltalán nem a csavarok elnyírása, hanem az, hogy a csavarok az elfogadhatatlanul nagy átmérőjű furatokban a "lazulás" miatt kikopnak. Ezért nincs értelme M16-ot használni a doboz rögzítésére (az extra nagy lyukak csak gyengítik a keretet).
Véleményem az, hogy a kerethez rögzítő rögzítőelemek átmérője legfeljebb 2,5 (legalább 3) keret fémvastagság lehet (kivételt képeznek a speciálisan előkészített, a terhelések újraelosztására szolgáló párnákkal megerősített helyek, ebben az esetben legfeljebb négy a vastagság ötszöröse)
Mi a különbség egy közönséges könnyű autó és egy nehéz tehergépkocsi között? Felsorolhat olyan mutatókat, mint a súly, méretek, teherbírás, ami azt jelenti, hogy a fő egységek teljesítményében és tartósságában különbségek vannak. Ezért a kamion hűtőinek karbantartása és különösen javítása több erőfeszítést és időt igényel.
Autóhűtőre van szükség a hűtőfolyadék - fagyálló - hőmérsékletének csökkentésére, ami viszont eltávolítja a felesleges hőt a motorházból. Szerkezetileg ez az elem két fémtartályból áll, amelyeket a legvékonyabb csövek kötnek össze, amelyeken keresztül a folyadék kering.A ventilátor által irányított vagy a gravitáció által a vezetőfülke vagy a lökhárító speciális nyílásain áthaladó levegő hűti a karosszériát, és ennek megfelelően a benne lévő folyadékot.
A főbb hibák, amelyek a radiátorban előfordulhatnak:
Hűtőfolyadék szivárgása a fürdők és csövek szakadása miatt, ami leggyakrabban a kövek és idegen tárgyak behatolása miatt jelentkezik.
A fagyálló keringésének megzavarása a vékony csövekben lévő vízkő és lerakódások miatt. Ez a helyzet akkor fordul elő, ha rossz minőségű hűtőt vagy közönséges vizet használ. Ez segít a szokásos öblítésben és az autó hűtőjének tisztításának ismeretében.
A hűtődugóban lévő törött szelep ahhoz a tényhez vezet, hogy melegítéskor a folyadék kitágul, és a felesleg nem kerülhet a tartályba. Ezzel szemben, ha további mennyiségű fagyállóra van szükség, az nem tud folyni a tágulási tartályból a radiátorba.
A fúvókák csatlakozásainak tömítettségének megsértése - ebben az esetben megfigyelhető, hogy a folyadék elhagyja a készülék testét.
Elegendő javítási ismeretekkel és készségekkel ez az eljárás akár útközben is elvégezhető. Ezek azonban csak kisebb hibák. Ha egy baleset vagy baleset következtében a hűtő egyszerűen fémdarabká válik, akkor csak az autó ezen fontos részének cseréje segít.
Találjuk ki, hogyan javítsuk meg az autóradiátorokat nem a garázsban, hanem az úton saját magunk, amikor még el kell jutnia az autószervizbe. Az egyik különbség a kamionsofőr és az autórajongó között, hogy mindig van raktáron a szükséges szerszámok és fogyóeszközök. Ezt néha a teherautó-sofőr szomorú élettapasztalata és az áruszállítással való pénzkereset szükségessége magyarázza.
A munkához a következő anyagokra és eszközökre lesz szüksége:
tömítőanyag;
gumi hőálló tömítések;
adapterek és csatlakozó elemek leágazó csövekhez;
kis mennyiségű mustárpor;
közönséges lakatosszerszámok az autóskészletből.
A fürdőkádak vagy csövek kisebb szakadásai esetén a legjobb a vészhelyzeti helyeket forrasztani, de ez csak álló körülmények között, erős forrasztópákával és kezelési készségeivel lehetséges. És az úton egy hőálló tömítőanyag vagy egy olyan eszköz, mint például a hideghegesztés, segíthet.
Ha egy vagy több cső elszakad egy kővel való ütközés következtében, akkor mindig le lehet dugaszolni, biztosítva a hűtőrendszer tömítettségét. Ehhez le kell engedni a hűtőfolyadékot, meg kell vizsgálni, hol szakadtak el a csövek, a fürdőktől 2-3 centiméteres távolságban fogóval meg kell harapni, és szorosan össze kell szorítani. Ez a körülmény nem befolyásolja nagymértékben a motor hűtését, és folyadék feltöltésével lehet folytatni a vezetést.
Ha a dugó megsérült, ki kell cserélni, vagy meg kell próbálni megjavítani a szelepet, miután előzőleg ellenőrizte. Gyakran előfordul, hogy idegen részecske került alá, amit el kell távolítani. Ha a dugórugó nem működik, akkor a szakértők azt javasolják, hogy tisztítsák meg, és ha ez nem segít, akkor csak ki kell cserélni.
Nos, és elég barbár, de a sofőrök előző generációi által tesztelt, a mustáros módszer. Be kell önteni a hűtőbe, be kell kapcsolni a motort, és várni kell néhány percet, amíg megduzzad, és bezárja azokat a kis repedéseket, amelyeken keresztül a fagyálló távozik. Egyes kézművesek még nyers tojást is használnak erre, ami a meleg radiátorban is hasonló hatást fejt ki.
A mustárpor használata után alaposan öblítse le a radiátort, és forrasztópáka segítségével végezzen hibaelhárítást a garázsban.
Végezetül szeretném felhívni a figyelmet a biztonsági intézkedések betartására - a hűtőfolyadék magas hőmérsékletű és nyomás alatt van, és ha szivárog, akár fel is forrhat. Ezért nem lehet azonnal kinyitni a hűtősapkát, mert az arcot és a kezét elég komolyan leforrázhatja.Csak miután a radiátor tartalma lehűlt, nyissa ki a dugót és kezdje el a javítást.
VIDEO
Teherautó és pótkocsi vázának szerkesztése:
oldalirányú elmozdulás;
függőleges hajlítás;
átlós eltolás;
csavarás;
gerendák és kereszttartók helyi deformációi, gyűrődései, szakadásai.
Vontatott berendezések kereteinek javítása;
A billenőkocsi karosszériájának teljes vagy részleges helyreállítása;
Elemi és komplett festés az előkészítéssel.
A hosszirányú oldalelemek gyakran a keret hossztengelyéhez képest szögben elmozdulnak külső terhelés hatására. Ennek elülső része gyakran erősen deformálódik az oldalelemhez képest fellépő erős oldalirányú elmozdulás következtében.
A függőleges hajlítások különböző módon jelenhetnek meg. Ezt gyakran a targonca billenő- vagy rakodóberendezésének nem megfelelő használata okozza. A fenti képen látható, hogy mi történik teherautó rakodásakor.
A keret megcsavarásakor az oldalelemek egyenesek maradnak, de egymáshoz képest ferdén. A keresztgerendák általában derékszögben vannak az oldalsó tagokkal. Ez a kár gyakran kéttengelyes teherautóknál fordul elő.
A keret oldalelemei hosszirányban mozognak, és a kereszttartók nem alkotnak derékszöget az oldalelemekkel. A teherautókon gyakran fordul elő átlós elmozdulás boruláskor.
A KamAZ keret hegesztésével kellett foglalkoznom. Egy idő után repedés jelent meg a varrás közelében. Úgy döntöttem, hogy megerősítem a szerkezetet egy "rombusz" rátéttel, levágom a széleket és két menetben hegesztem. Hat hónappal később ugyanaz a probléma - a keret megrepedt. Mi a teherautóváz javítási technológiája? Hasonló kérdés a külföldi autók félpótkocsik tengelyeinek hegesztésével kapcsolatban.
A gyártó azt állítja, hogy a keretet nem lehet helyreállítani, ennek ellenére a műhelyek gyakran sikeresen megbirkóznak ezzel a nehéz feladattal. Íme néhány titka a keret hegesztéséhez:
1. A kerethegesztés egyik fő jellemzője az élek plazmavágó géppel történő levágása.
Minden jármű, beleértve a teherautókat is, rendszeres karbantartást igényel. A teherautó karbantartása vagy MOT olyan intézkedések összessége, amelyek célja a jármű magas teljesítményének megőrzése, valamint egységei és szerelvényei működési jellemzőinek javítása.
A teherautók állandó terhelése miatt rendszeres karbantartás hiányában a jármű élettartama drasztikusan csökkenthető.Éppen ezért a teherautó karbantartása és időszakos diagnosztikája rendkívül fontos intézkedés, amely nemcsak az áruszállítás hatékonyságát befolyásolja, hanem jelentősen csökkenti a javítási és további üzemeltetési költségeket is.
A teherautók karbantartásának megvannak a maga sajátosságai, amelyeket minden autótulajdonosnak tudnia kell, aki saját kezűleg tervezi a teherautó karbantartását.
Jelenleg az Orosz Föderáció elfogadta a GOST 21624-81 „Gépjárműipari berendezések karbantartási és javítási rendszere” szabványt. Az állami szabvány meghatározza az áruszállítás tervezésének, karbantartásának, valamint a tehergépjárművek karbantartásának időzítésének alapvető követelményeit.
A jelenlegi GOST szerint a teherszállító járművek karbantartásának több fő típusa van:
A napi karbantartás a következő ellenőrzéseket tartalmazza:
Az autó külső vizsgálata: sérülések azonosítása, fülke állapotának ellenőrzése, reteszelő mechanizmusa, rugók állapotának ellenőrzése, guminyomás ellenőrzése, rendszám megléte.
Nyerges vontatónál a nyerges vonószerkezet, billenőkocsinál a csomagtérajtó üzemképességét kell ellenőrizni.
Világítóberendezések, riasztók, ablaktörlők, üvegmosók, kompresszor, generátor állapotának ellenőrzése. Dömperen a platform emelő és leállító mechanizmusának működését felügyelik.
Ellenőrzik a kézifék, a kormányrúd csuklók és a kormányhajtás állapotát és használhatóságát.
Külső vizsgálat, az esetleges szivárgás felderítése érdekében, ellenőrzi a fékhajtás, a szervokormány tömítettségét.
A napi karbantartáshoz hozzátartozik az autó mosása és tisztítása is, ami nemcsak a fülke és az emelvény tisztítását foglalja magában, hanem a fényszórók, a tükrök és a rendszámtáblák tisztítását is.
Kenési és töltési munkák.
Az üzemanyag jelenlétének ellenőrzése a tartályokban.
Az olajszint ellenőrzése a motor forgattyúsházában. Az olajszint szabályozása legkorábban 5-10 perccel a teherautó motorjának leállítása után lehetséges.
Télen rendszeresen le kell engedni az iszapot az üzemanyagtartályból és a finom üzemanyagszűrőből. Ez a következőképpen történik: 0,1 liter üzemanyagot leeresztenek, majd 3-4 percre beindítják a teherautó motorját.
Feltétlenül figyelni kell a folyadékszintet a hűtőrendszerben, az üvegmosó tartályban.
A munka utolsó szakasza a kondenzátum elvezetése a pneumatikus fékhajtás léghengereiből. Ügyeljen arra, hogy a kondenzátum el legyen engedve, ha levegő van a rendszerben.
A TO-1 fő célja az olyan esetleges meghibásodások megelőzése, amelyek ellehetetleníthetik a járművet, növelhetik a környezetszennyezés mértékét, valamint jelentősen növelhetik az üzemanyag- és kenőanyag-fogyasztást.
A TO-1 végrehajtása nemcsak a napi karbantartásba foglalt munkakör megvalósítását, hanem egy sor kiegészítő tevékenységet is magában foglal.
A vízszivattyú hajtószíj feszességének ellenőrzése. Az ág középső részének nyomásával a vízszivattyú hevederének 30 N vagy 3 kgf erő hatására 1-1,5 cm-re meg kell hajolnia.
A tapadás ellenőrzése a gumi védősapka szemrevételezéséből áll, hogy észlelni lehessen rajta a töréseket. Sérülés esetén az alkatrészt ki kell cserélni.
A hajtáslánc ellenőrzésekor a következőket kell tennie:
Ellenőrizze a holtjátékot a kardánhajtás csuklóiban és bordáscsuklójában. A munkavégzés kikapcsolt sebességváltó mellett történik, a kardántengely csövének a tengely körül és a sugárirányú síkban enyhe ringatásával. Ezt a műveletet kézzelfogható visszahatás észlelése érdekében hajtják végre, ami elfogadhatatlan;
A propeller tengely karimáinak anyáit ellenőrizzük, és szükség esetén meghúzzuk.A munka kiengedett rögzítőfék mellett történik. A teherautó kerekei alatt megállók találhatók, a sebességváltó kar üresbe van állítva.
A hátsó tengelyt ellenőrzik, hogy a csatlakozásaiban szivárgást észleljenek. Ebben az esetben különös figyelmet kell fordítani arra, hogy az olajszivárgás a kerékagy tömítéseken, a hajtómű olajtömítésén, a szűkítő tömítésén és a hátsó tengelyburkolaton keresztül elfogadhatatlan.
A kormány és az első tengely karbantartása a következőkből áll:
A rögzítőelemek és sasanyák, a kormánykerék bipodjának, a kormányrudak gömbcsapjainak ellenőrzése (meghúzási nyomaték - 140 - 200 N / m), a szervokormány, a kormánycsukló karjai (meghúzási nyomaték 180 - 220 N / m), a rögzítő alátétek állapotának ellenőrzése . A gömbcsap anyák meghúzása után új sasszegeket kell beszerelni.
Járó motornál a kormány szabadon forogását, a kormányrudak és a hidraulikus nyomásfokozó csuklóinak holtjátékát ellenőrzik. Amikor a motor nem jár, a hidraulikus nyomásfokozó elosztó kétlábú csapjának holtjátéka nem lehet nagyobb, mint 2 mm.
Az első kerékagy csapágyainak holtjátékát is ellenőrizni kell.
A fékrendszer ellenőrzésekor különösen ügyeljen a következő pontokra:
A kompresszor működésének ellenőrzése (különösen az általa létrehozott nyomás, amelynek esése kikapcsolt motor mellett és kikapcsolt fékek esetén nem haladhatja meg a 30 kPa-t 30 percig, és bekapcsolt fékekkel - legfeljebb 30 kPa-t 15 percig percek).
Ezenkívül ellenőrizni kell a fékrendszer eszközeinek és csővezetékeinek összes csatlakozásának tömítettségét.
Figyelni kell a fékkamrák rudak villáinak és az üzemi fékhajtás alkatrészeinek rögzítésének, hasításának állapotát.
Ügyeljen arra, hogy a fékkamra rudak lökete 2,5-3 cm-en belül legyen.
A hajtás üzemképessége és a kézifék működése kötelező ellenőrzést igényel. Különös figyelmet kell fordítani a fogantyú mozgására, amelynek 1,1 és 1,6 cm között kell lennie.
A kéziféknyereg rögzítőcsavarjait is meg kell húzni.
A kompresszor hajtószíj feszessége is kötelező ellenőrzés alá tartozik. Ha a rövid ág középső részét 30 N erővel megnyomja, 0,5-0,8 cm-rel meg kell hajolni.
A fékpedál szabad mozgását is be kell állítani.
Az alváz karbantartása során ellenőrizni kell:
A keret állapota, rugók, tartók repedésekre az alkatrészeken. A szegecselt kötések lazítása szintén elfogadhatatlan. Ellenőrizni kell a lengéscsillapítók tömítettségét, a perselyek kopását.
A kerékanyákat 250-300 N/m nyomatékkal kell meghúzni.
Ellenőrizni kell a gumiabroncsok állapotát és a bennük lévő nyomásnak a normának való megfelelőségét. A futófelületben és az iker gumiabroncsok között lévő idegen tárgyakat el kell távolítani.
Az elektromos rendszer ellenőrzésekor a következőket kell tennie:
Ellenőrizze az üzemanyag-szabályozó mechanizmus működőképességét a motorfék behúzásával. Amikor lenyomja a fékpedált, a szabályozó kar a maximális sebességhatároló csavarnak támaszkodik, amikor a pedál szabad helyzetben van, a minimális sebességhatároló csavarnak.
Külső vizsgálat ellenőrzi az elektromos rendszer állapotát, a csővezeték csatlakozások tömítettségét.
Az elektromos berendezések karbantartása során:
Külső vizsgálat ellenőrzi az elektromos vezetékek állapotát, ellenőrzi a tömlők és a burkolatok állapotát a dugasz- és sorkapocs csatlakozásokon.
Szükséges ellenőrizni az akkumulátorok rögzítését és állapotát. A tisztítási eljárást szellőzőnyílásokra, akkumulátorokra kell alkalmazni. Az elektrolitszintet is ellenőrizni kell, és szükség esetén desztillált vizet kell hozzáadni.
A kenési és tisztítási munkákat szigorúan a kenési táblázat szerint végezzük.
A TO1 során végzett munkán kívül további intézkedések is javasoltak.
A motor szervizelésekor a következőkre van szükség:
Ellenőrizze az anyákat, amelyek az első és a hátsó motortartókat a kerethez rögzítik. Az elülső támasz meghúzási nyomatéka 44-62 N/m, a hátsóé 70-100 N/m.
Ellenőrizze és szükség esetén húzza meg a hangtompító kipufogócsöveit a kerettel rögzítő anyákat és a hangtompító kipufogócsövének lépcsőit a keresztkeretről.
A tengelykapcsoló ellenőrzésekor különösen ügyeljen a pedál szabad mozgására, amelynek 34-43 cm-en belül kell lennie, amikor a levegőt kiengedik a rendszerből.
Az ellenőrzőpont ellenőrzésekor:
Állítsa be a sebességváltó helyzetét.
Ellenőrizze a doboz köztes mechanizmusát a kerettel rögzítő anya állapotát.
Ellenőrizze a sebességváltó támasztó tartójának rögzítését a keret kereszttartójához.
A kormány és az első tengely ellenőrzésekor:
Ellenőrizze az olajtömítések állapotát sérülések, olajszivárgás szempontjából.
Szemrevételezéssel mérje fel a sasszegek, a kormányrudak és a szervokormány állapotát.
Ellenőrizze a nyomócsapágyak állapotát és a forgóanyák feszességét.
Mérje fel az első tengely gerendájának állapotát, az első kerekek dőlésszögét és a behajlás mértékét.
Állítsa be a szervokormány-szivattyú hajtószíjának feszességét.
A fékrendszer ellenőrzése a következőket tartalmazza:
Kerékfékek és kerékcsapágyak állapotának ellenőrzése, kopott alkatrészek cseréje. A béléseknek mentesnek kell lenniük repedésektől, horzsolásoktól és repedésektől.
Mérje fel a hátsó lábfékbetétek állapotát és vastagságát.
A léghenger bilincseinek rögzítő anyáit is ellenőrizni kell és meg kell húzni.
A futómű karbantartása a következőket tartalmazza:
A rugótartók és a konzolbetétek rögzítésének ellenőrzése.
Az első és a hátsó tengely helyének ellenőrzése torzulások szempontjából.
A létrák anyáinak meghúzási munkáinak elvégzése. Kiegyenesített rugók segítségével hajtják végre. A hátsó rugók meghúzási nyomatéka - 600 - 650 N / m, az első - 400 - 450 N / m, a létraanyák - 27 - 50 N / m.
A lengéscsillapító perselyek állapotának ellenőrzése és a kopott vagy sérült alkatrészek cseréje.
A vonószerkezet keresztirányú kerettel való rögzítésének ellenőrzése, a hornyos anya felosztása és meghúzása. Abban az esetben, ha az autó folyamatosan pótkocsival dolgozik, a hibák kiküszöbölése érdekében a vonószerkezetet el kell távolítani a szállításból.
Mérje fel a felnik és a kerékbilincsek állapotát.
Szükség esetén húzza meg a pótkerék tartóját rögzítő anyákat.
A fülke, az emelvény és a farok karbantartása során szükséges: ellenőrizni és szükség esetén meghúzni az emelőkosár létráit rögzítő anyákat és az üzemanyagtartály konzolokat rögzítő anyákat.
Az energiaellátó rendszer egy szervizen keresztül történő szervizelésekor az üzemanyag-befecskendezési szöget ellenőrizzük és beállítjuk, az injektorokat eltávolítjuk a motorból, működésüket az állványon ellenőrizzük, majd beállítjuk.
Az elektromos berendezések ellenőrzésekor a következő típusú munkákat kell elvégezni:
A tároló akkumulátorok töltöttségi állapotának ellenőrzése elektrolitsűrűség és terhelés alatti cellafeszültség alapján. Ha szükséges, az akkumulátorokat újratöltés céljából eltávolítják.
A generátort és az önindítót ellenőrizni kell, és meg kell tisztítani a szemcséktől és az olajtól.
Ellenőrizze az indítócsavarok meghúzását, és szükség esetén húzza meg.
A fényszórók felszerelésének és fényáramának irányának ellenőrzése.
A generátor rögzítőcsavarjainak ellenőrzése és meghúzása.
A tisztítási, kenési és feltöltési műveletek gondos elvégzése a jóváhagyott lista szerint biztosítja a jármű hibátlan működését üzem közben.
A szervizintervallum (a rendszeres karbantartás gyakorisága) ebben az esetben legalább a jármű 4000 km-e. Sok szakértő azonban megjegyzi, hogy bizonyos karbantartási munkákat az autó biztonságának és megbízhatóságának növelése érdekében 2000-3500 km-es futásteljesítmény mellett kell elvégezni.
Videó (kattintson a lejátszáshoz).
A gyakorlat azt mutatja, hogy a teherautók átlagos futásteljesítménye Oroszországban 150 000-200 000 kilométer évente. Ezalatt a targoncán többféle diagnosztika és karbantartás is átesik. A teherautó javításának megtakarításának egyik fő tényezője nemcsak az időben történő karbantartás, hanem a kiváló minőség is, mivel a karbantartási munka lehetővé teszi a hamarosan meghibásodó alapvető alkatrészek listájának azonosítását. Ennek megfelelően a karbantartás jelentősen csökkenti a targonca üzemeltetési és további javítási költségeit. De csak akkor, ha a szolgáltatást szakemberekre bízza. A Movement Technology kamionszerviz modern diagnosztikai és javító berendezéssel rendelkezik, amely lehetővé teszi a karbantartások és diagnosztikák gyors és hatékony elvégzését. A cég szolgáltatásairól és árairól a weboldalon tájékozódhat.
Értékelje a cikket:
Fokozat
3.2 akik szavaztak:
84