Részletesen: Dízelmotor hengerfejének barkácsolása igazi mestertől a my.housecope.com oldalra.
A fej javítása kerozinnal vagy oldószerrel végzett alapos tisztítással kezdődik. Fémkefével távolítjuk el a szénlerakódásokat az égéstérből és a szeleplapokról, elektromos fúró tokmányába szorítva. A szelepmechanizmus szétszedésekor szükség lesz egy szelepszárítóra, például az alábbi képen láthatóra, de a leghatékonyabbat a cikkben közölt rajzok szerint saját kezűleg is könnyű elkészíteni.
Szétszerelés előtt és után alaposan megvizsgáljuk a hengerfejet. Repedések, forgácsok a fej bármely részén nem megengedettek. Ha gyanítja, hogy hűtőfolyadék került az olajba, ellenőrizzük a fej szivárgását, ehhez be kell dugni a hűtőköpeny lyukait, és le kell engedni a fejet meleg vízbe, és sűrített levegőt fecskendezni bele 1,5 - 2,0 nyomáson. kg. 1,5 percen belül nem szabad légbuborékokat kibocsátani. Az ilyen ellenőrzésről, valamint a repedt fej javításáról itt írtam részletesebben.
Nyergek szelepek. A szelepülék-letörések alakja a képen látható. Az ülések munkaletörésein a szelepekkel érintkező felületen ne legyen korrózió, lyukak, kiégések és sérülések. Az apróbb sérüléseket eltávolítjuk (a lehető legkevesebb fémet) speciális, vezetős marókészlettel (például a NEWWAY amerikai cég kiváló minőségű készletével). Erről ebben a cikkben írtam részletesen.
Ezt követően alaposan öblítse le a fejet, az üléseket és az olajcsatornákat, majd fújja ki őket sűrített levegővel.
Szelepvezetők... Ellenőrizzük a vezetőperselyek és a szelepszárak közötti hézagot a szelepszár mikrométerrel és belső mérőműszerrel a vezetőhüvely nyílásának mérésével. Hézag új perselyeknél: 0,022 - 0,055 mm szívószelepeknél és 0,029 - 0,062 mm kipufogószelepeknél. Viseléskor a megengedett legnagyobb távolság 0,3 (fokozott zaj hiányában). Ha a megnövekedett hézag a vezető és a szelep között nem küszöbölhető ki vastagabb szelepre cserélve, akkor a vezetőhüvelyt cseréljük (kinyomjuk) - erről itt olvashat.
Videó (kattintson a lejátszáshoz).
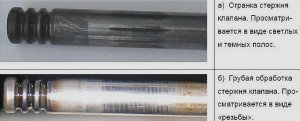
A szelepszár átmérőjének növelése krómozással lehetséges, feltéve, hogy nincs lépcső (az átmérő egyenetlen kopása) a száron. Ha új perselyeket préseltek be (fordítóhoz érdemesebb bronz perselyt rendelni), akkor besajtolás után speciális, hosszú vezetős dörzsárakkal kell kihelyezni. Ezután a szelepeket az ülésekhez dörzsöljük át (lehetőleg vízbázisú) átlapoló pasztával - ennek helyes végrehajtásáról itt olvashat.
Ezenkívül ellenőrizzük a szelepeket egy mérőórával a rúd görbületének hiányára, a szelepet két kis prizmában görgetjük, és figyeljük a jelző nyíl eltéréseit. Akár néhány század mm-es eltérés is. elfogadhatatlan. A szelepszár tömítéseket természetesen újakra cserélik.
Szeleprugók megvizsgáljuk a repedéseket, ellenőrizzük a rugalmasságot.
Tolók szelepek: munka (dörzsölő) felületüket ellenőrizzük, nem lehet karcolódni, karcolódni.
Vezérműtengely , a bütykök munkafelületei, az olajtömítés felületei, valamint az excenter (egyáltalán nem) fehérített vagy cementezett a kopásállóság növelése érdekében, ezeket a felületeket polírozni kell, és nem lehetnek rajta nyomok, karcolások és kopás horzsolások formája, lépések.
Mély kockázatok és a fent felsorolt hibák esetén a tengelyt ki kell cserélni. A vezérműtengelyt két prizmára szereljük, és a sugárirányú kifutást a jelzőállvány segítségével ellenőrizzük.A csapágycsapok és a bütykök hátsó részének kifutása nem haladhatja meg a 0,02 mm-t. Nos, azt tanácsolom, hogy olvassa el itt, hogyan növelheti a szabványos vezérműtengely erőforrását.
Csapágyházak a vezérműtengelyen nem lehetnek repedések és sérülések, és a vezérműtengelycsapok csapágyfelületein nem lehetnek karcolások vagy karcolások. A vezérműtengely-csapok és a tartófuratok közötti hézag meghatározása ezen alkatrészek mérésével és a nagyobbikból egy kisebb levonásával (mikrométer és belső idomszer) történik.
A hézag meghatározható műanyag kalibrált huzallal is (a főtengely példája alapján). Tervezési hézag az új alkatrészekhez: 0,069 - 0,11 mm, és a megengedett legnagyobb kopás: legfeljebb 0,2 mm. A maximális megengedett távolságba nem illeszkedő alkatrészek cseréje után mindent össze kell szerelni. Az ülések marása és a szelepek szelepüléssel való érintkezési pontján történő átlapolása után egy vékony (1-1,2 mm) matt csíknak kell lennie, körkörös törés nélkül.
A szelepmechanizmus összeszerelése (kiszáradása) után ellenőrizzük a szelepek tömítettségét, ehhez az égéstereket legalább két percig, vagy ötnél jobban megtöltjük, ne szivárogjon kerozin a nyergek és a szelepek. Ezután természetesen felszereljük a fejet a blokkra, és új tömítést szerelünk be közéjük.
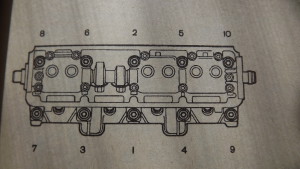
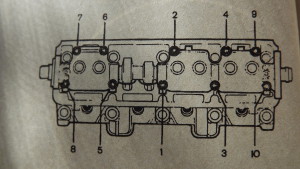
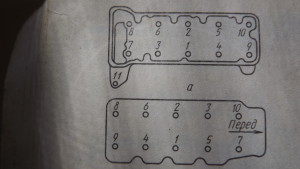
A csapágyházak fejcsavarjainak és anyáinak meghúzási sorrendjét lásd az alábbi képen. A meghúzásnál nyomatékkulcsot használunk, a csavarokhoz szükséges meghúzási nyomatékot a motorunk kézikönyvében találjuk. Marad a hajtótárcsa felhelyezése és meghúzása, valamint a hőtávolságok beállítása.
szelepes szárító
Termikus rések beállítása.
A szelepek hőhézagai minden motormodellnél eltérő jelentéssel bírnak, dízelmotoroknál több, benzinmotoroknál kevesebb, és minden gyártó a saját értékét írja a kézikönyvbe vagy a szelepfedél matricájára (kipufogóhoz , mindig több, mivel a fűtés több).
Leírom a rések beállítását, és ha vannak számok, akkor ez csak hozzávetőleges érték. Általánosságban elmondható, hogy a beállításnak két fő módja van: a beállító alátétek cseréje (újabb motorokon), a régebbi (klasszikus) motorokon pedig állítócsavarok rögzítőanyákkal.
Shim módszer: először a jelzések szerint állítjuk be a vezérműtengelyt (általában a szíjtárcsán és a fejcsatlakozón a blokkal), de a főtengely csavarját csak az óramutató járásával megegyező irányba fordítsuk, majd fordítsuk el még 40-50°-kal. Ezek 2-3 fog a vezérműtengely szíjtárcsán, míg az első hengerben égési fázis lesz.
Az első henger szelephézagát hézagmérővel megmérjük és ha a hézagok nagyobbak a normálnál, akkor emlékszünk még mennyivel, majd megnyomjuk a tolót és eltávolítjuk a beállító alátétet. A vastagságát mikrométerrel mérjük. Határozza meg az új alátét vastagságát a következő képlettel: T = B + (A - B), ahol T az új alátét vastagsága, A a mért hézag, B a eltávolított alátét vastagsága, B a névleges rés mm.
Például: A = 0,28 mm; B = 3,80 mm; B = 0,25 mm, akkor T = 3,80 + (0,28 - 0,25) = 3,83 mm - az új alátét vastagsága. Húzza meg a tolót (speciális tüskével), szereljen be egy vastagabb alátétet, majd ellenőrizze, hogy a nívópálca enyhe csípéssel kerüljön a toló és a bütyök közé. Továbbra is következetesen el kell forgatni a főtengelyt fél fordulattal (és a vezérműtengely szíjtárcsán lévő jelölést 90 ° -kal el kell forgatni), és be kell állítani a szelephézagokat a többi hengeren.
Módszer abeállító csavarok még könnyebben. Először ugyanígy a jelekre állítjuk a vezérműtengelyt, ami megfelel az első henger dugattyúja nyomólöketének végének, mindkét szelepnél szondával ellenőrizzük a résméretet, és hogy a szonda szabadon halad-e ill. egyáltalán nem múlik el, beállítást végzünk.
Ehhez tegyen egy villáskulcsot az állítócsavarra, és lazítsa meg ezt a rögzítőanyát a nyitott végű ellenanyán.Ezután az állítócsavar és a szelepszár közé szúrunk egy nívópálcát, és elfordítjuk a csavart, ügyelve arra, hogy a nívópálca enyhe erőfeszítéssel csússzon, ha ezt elértük, vegyük ki a nívópálcát és húzzuk meg az ellenanyát, ügyelve arra, hogy az állítócsavar megmaradjon a helyén (nem forog).
Hasonlóképpen beállítjuk a hézagokat 3, majd 4 és 2 hengerben, minden henger után 180 ° -kal elfordítva a főtengelyt (a vezérműtengely 90 ° -kal elfordul). Ez minden, zárja le a szelepfedelet.
A szelepek hőtávolságának beállításáról itt olvashat bővebben.
Gyakran a nem megfelelő hőtávolsággal üzemeltetett motoroknál a szeleptárcsák az ülésekkel érintkezésük helyén megégnek és elvesztik tömítettségüket. Ettől a hengerekben a kompresszió természetesen csökken, és ennek megfelelően csökken a motor teljesítménye.
A szelepek dörzsölésével visszaállíthatja a motor korábbi erejét. Hogyan és hogyan kell ezt helyesen csinálni, arról itt olvashat ebben a hasznos cikkben. Nos, a motorfej készülékéről, karbantartásáról, javításáról itt írtam egy külön részletes cikket.
Remélem, ez a hengerfej-javításról szóló cikk hasznos lesz a kezdő kézművesek számára, és mindenkinek sikere lesz.
Kezdjük a fogalmak meghatározásával. A modern autó hengerblokkja a motor alapja, amelyre a motor többi alkatrésze fel van szerelve: hengerek, főtengely, olajteknő, hengerfej.
Pontosan a hengerfej meghibásodásai és javításai érdekelnek bennünket. Meg lehet-e javítani a hengerfejet saját kezűleg egy garázsban? A kézművesek pedig egyértelműen válaszolnak - igen, a hengerfej saját kezű javítása lehetséges.
Kezdjük azzal, hogy tisztázzuk, hogy a hengerfej javítása bonyolult művelet, és megköveteli Öntől: egy kis megértést a blokkszerkezetről, egy speciális lakatosszerszám meglétét és birtoklási képességét.
A hengerfej javításához szükséges alapvető szerszámok
Elektromos főzőlap a hengerfej melegítésére hibaelhárításkor és a perselyek megnyomása előtt.
Ne felejtse el a szükséges alkatrészeket és címkéket
Általános szabály, hogy a hengerfej szinte minden javításához le kell szerelni. Ez alól kivétel például a szelepszár tömítések cseréje. Ezért a hengerfej szétszerelésének megkezdése előtt gondolja át a szükséges alkatrészkészlet beszerzését.
A mai piac fejkészleteket (vagy leegyszerűsítve felső készleteket) kínál, amelyek tartalmaznak egy hengerfejtömítést, valamint a fő tömítés felett található összes olajtömítést és tömítést.
Nos, kész a szerszám és a minimumkészlet, elkezdjük a hengerfej hibaelhárítását.
A szétszerelés előtt feltétlenül ellenőrizze a főtengely és a vezérműtengely egymáshoz viszonyított helyzetét a jelek szerint. Egészen addig a pontig, hogy további jelöléseket adunk magunknak.
Egyes autómodellek esetében a hengerfej szétszerelésének technológiája a kézikönyvekben van leírva. De érdemes felidézni egyes műveletek sajátosságait.
A fejrögzítő csavarokat középről 0,5-1 fordulattal felváltva lazítjuk. A belső résekkel ellátott csavarokat először meg kell tisztítani a szénlerakódásoktól, különben a lazán behelyezett kulcs letöréssel és szétszerelési problémákkal fenyeget;
a hengerfej szétszerelésekor, ha nincs csatlakozási rajz mindenféle vákuumcsőhöz, akkor ezt az ábrát magának kell felvázolnia, miután korábban felhelyezte a megfelelő jelöléseket.
A szeleprugók eltávolításakor használjon szárítókat, ne az „erős kalapács” elvét.
A hengerfej állapotának figyelése
Alapvetően nem sok olyan alapvető paraméter van a hengerfejben, amit ellenőrizni kell a hengerfej javítása előtt. Tehát kezdjük el keresni a tipikus hengerfej meghibásodásokat.
A hengerfej alsó síkja... Egyenes éllel és egy szondakészlettel ellenőrizzük. A vonalzót a fej átlói mentén egy síkra helyezzük, és hézagmérővel meghatározzuk a rés vastagságát. Ha a hézag meghaladja a 0,05-0,06 mm-es maximálisan megengedett hézagot, akkor a hengerfej csiszolása szükséges.
Kopott vezérműtengely csapágyak és csapágyak... Az összes átmérőt mikrométerrel mérik, és összehasonlítják az adott motormodell maximális megengedett értékeivel. A mérési eredmények alapján döntés születik a javítás vagy alkatrészcsere típusáról. Ne felejtse el vizuálisan felmérni a felületek külső állapotát. Nem lehetnek mechanikai sérülések nyilvánvaló jelei: karcolások, forgácsok, karcolások, hornyok stb.
Szelepszárak és perselyek kopásellenőrzése... Mikrométerrel készül a rúd több ellenőrzési pontján a kerület mentén. A szelepet akkor kell cserélni, ha az átmérőkülönbség meghaladja a gyártó által megadott maximálisan megengedett paramétereket.
Ha nem rendelkezik belső mérőeszközzel a vezetőperselyek kopásának meghatározására, akkor azt a perselyben lévő (új) szelepjáték alapján lehet meghatározni. Általában a perselyeket újakra cserélik.
Az ilyen alkatrészek kopása, mint például: nyergek, karok, lengőkarok, bütykök vizuálisan határozzák meg. Ha a szelep letörése "meghibásodott", de a rúd rendben van, akkor a feldolgozás megtörténik, és a szelep újra felhasználható.
Egyéb hengerfej hibák vizuálisan is azonosítható. A sorja és csíkok jelenléte a blokkfej felületén a hengerfej csiszolásával küszöbölhető ki, hogy megszüntesse a szivárgó kapcsolatot a hengerfej és maga a blokk között.
Így a hengerfej javítását a hibaelhárítással egy időben végezzük, ahogy mondani szokás, amint a bajok megérkeznek.