
Részletesen: saját kezűleg végzett elektromos gyalu javítás igazi mestertől a my.housecope.com oldalra.
Sokak számára a fa megmunkálása nagy öröm. Jó saját kezűleg asztalt készíteni a verandához, összeszerelni egy kerti padot vagy kicserélni egy szivárgó táblát. Csak a kreativitás örömeit sötétíti el a rutin fizikai munka, amelyre az elektromos gyalugépeket hivatott küzdeni. Mindenki, még kezdő is tud kézi elektromos gépként dolgozni.
A sík a fejsze után a legrégebbi famegmunkáló eszköz. Minden szakember különös tisztelettel bánik vele. A tervezők gondos munkája és az elektromosság még tökéletesebbé és hatékonyabbá tette a gépet. Így a modern elektromos gyalugépek külsőleg hasonlítanak mechanikus társaikra, azonban az új kialakítások termelékenysége többszöröse a kézi munkához képest.
Az elektromos gyalu fa megmunkálására, fatermékek vastagságának csökkentésére, előzetes gyalulásra, illesztésre, deszkák megmunkálására az ágyon, élek levágására és különböző formájú (letörések, negyedek, nyelv) kiterjesztett horony kialakítására szolgál. Mindezt egy kifejezésnek nevezik - gyalulás. Ez a szerszám nem alkalmas nagy területekre, de kis térfogattal megkönnyíti a gyakori szerelők vagy a szakemberek munkáját a fa kezelésében.

A gyalugép fő feladata az előzőleg durván megmunkált fafelület kiegyenlítése. A termék síkkal történő kiegyenlítése után minden egyenetlenség, hiba eltűnik a felületről, rendkívül simává válik. A fa befejezése általában csiszolósíkkal történik. A munkadarabot elektromos gyaluval is leélezheti vagy hornyolhatja.
| Videó (kattintson a lejátszáshoz). |
Az elektromos sík felépítése meglehetősen egyszerű. Nézzük meg közelebbről az elektromos gyalu áramkörét és alkotóelemeit.
Az elektromos gyalugép testében, az alaplemezen található a fő munkaelem - egy forgó dob, amelyre a kések rögzítve vannak. A "késdobban" általában két, ritkábban három vagy egy kés található, amelyek a gyalult fa felső felületének vágását végzik. A kés tengelye technológiailag sokkal fejlettebb, mint a hagyományos vágóké, és a szerszám teljesítménye lehetővé teszi, hogy minden további erőfeszítés nélkül dolgozzon.
A kések volfrámból, edzett acélból vagy keményfémből készülnek. A dobra rögzített kések számától függően az elektromos gyaluk „kétlábúak” és „egylábasak”. Az első típusú szerszám csak pontos igazítással működik, különben csak egy kés fog működni, a második egyszerű és termelékeny. A dobra ferdén rögzített késsel ellátott elektroplánok sajátos "spirális" vágást tudnak készíteni a deszka minőségi gyalulásához.
A kések idővel elhasználódnak. Vannak újrafelhasználható kések, amelyeket élesíteni kell, vagy eldobható kések, amelyeket cserélni kell. Ezen eljárások gyakoriságát nagymértékben meghatározzák az üzemi terhelések: a fafelület típusa és feldolgozásuk ideje.
A kés eltávolításához lazítsa meg kissé a késtartókat nyomó csavarokat. Könnyen eltávolíthatók a dob hornyaiból. Az élezés után a kések a helyükre kerülnek, magasságban egymáshoz igazodva, mint az elektromos síkról szóló videóban.
A központosító horony jelenléte miatt a keményfémből készült egyenes kések könnyen a helyükre szerelhetők a tartókban, amelyeket felváltva helyeznek be a dob hornyaiba. Az élezett acél kések gondosabb magassági szintezést igényelnek.
Az elektromos gyalu talpa öntött alumíniumból készül, és a dobhoz képest 2 részre van osztva - elöl és hátul. A hátsó rész fix helyzetbe van rögzítve, a még meg nem dolgozott fán mozogni tudó elülső rész magassága pedig egy gombbal vagy gombbal állítható be. A gyalulás mélysége, vagy más szóval a forgács vastagsága elsősorban az elülső rész helyzetétől függ.
A talp befolyásolja az elektromos sík stabilitását. Mindenesetre ez az elem nem zavarhatja a munkát, és sima. Az egyes gyártók által gyártott talpak felületén több V alakú horony található, amelyek a munkadarab sarkaiból való letöréshez szükségesek.
A forgó dob egy hajtószíj segítségével csatlakozik egy villanymotorhoz, amely a forgó mozgás átviteléért felelős. A hajtószíjat időnként cserélni kell. De ez a tevékenység egyáltalán nem zavaró, mert az öveket minden szerszámboltban árulják. A régi szíjat saját maga is leszerelheti. Ennek megkönnyítésére a gyártók a védőburkolatot levehetővé tették.
A villanymotor teljesítménye 580 - 900 W, fordulatszáma eléri az 1000 ford./perc értéket. A kezelt felület minősége nagyban függ a motor teljesítményétől. Az elektromos gyalukészülék tartalmaz egy zárral ellátott kapcsolót és egy dugaszoló vezetéket, valamint különféle elektronikai alkatrészeket: sebességváltó vagy stabilizáló, lágy indítás, dobkiegyenlítés, túlterhelés elleni védelem és még elektronikus fékezés is.
Az elektromos gyalu munkafelülete mentén történő mozgáshoz két fogantyút használnak. Hátsó részük lehetővé teszi a szerszám tolását, ezen található egy indító/leállító ravasz kettős biztonsági rendszerrel. Az elülső kiegészítő fogantyú segítségével csak az elektromos sík mozgását irányítják, ugyanaz a fogantyú lehetővé teszi, hogy "teljes lendületben" dolgozzon. Ha erősen megnyomja az elülső fogantyút, egy nagy faréteg eltávolítható a vágandó anyag végéről.

Mivel az állítógombot néha második gombként használják, gyakran belső bevágásokkal készül, hogy váltáskor megemelhető legyen, ellenkező esetben működés közben előfordulhat, hogy egy véletlenül beállított forgácsvastagságot leütnek. Az ilyen bevágások nélküli fogantyú képes ezt a paramétert menet közben beállítani, de ez nem teszi lehetővé, hogy megszabaduljon a nem kívánt kapcsolástól.
A kapcsolási lépések általában 0,1 milliméterek, de minden elektromos gyalu más és más. A vágási mélység a gomb elforgatásával állítható be. Ebben az esetben a talp elülső része leesik vagy felemelkedik, és a dobot kevésbé vagy többet késekkel nyitja ki.
Kétféle biztonsági berendezés védi a munkafelületet és az ujjakat alulról és oldalról a késekkel való érintkezéstől. A talp alján egy láb található, mint az elektromos gyalu fotóján, ami automatikusan kidobódik, kissé megemelve a talp hátulját. A mozgatható biztonsági láb visszahajlik, amikor az elektromos gyalu nem működik, és a munkadarab védve lesz a késekkel való érintkezéstől. A gyalu a hajtószíjburkolattal lefelé az oldalára is fektethető.
A rugón lévő oldalsó védőlemez lefedi a késdob szélét, és a negyed kiválasztásakor felemelkedik, ameddig a sík mélyebbre megy a fába. A késdob oldalsó éle, amely lehetővé teszi a negyed kiválasztását, a forgólap alatt van elrejtve.
A közvetlen forgácskilökési eljárás megszabadítja az elektromos síkot az eltömődéstől, és háromféleképpen történik. Az első esetben nincs szükség technikai túlzásokra, a forgács szétszóródik a helyiségben, de a munkafelület nem tömődik el.
A kidobó aljzat irányítottságának lehetősége egyes modellekben megkönnyíti a forgácsok eltávolítását, ez a második lehetőség a forgács kilökésére. A zacskóban nagy mennyiségű chips fér el, bár nem túl terjedelmes.Ha táskára van szüksége, érdeklődjön, hogy van-e a készletben, és van-e lehetőség hozzá vásárolni.
Jó megoldás a problémára, ha hullámos tömlővel csatlakoztatja a porszívóhoz, de ezzel nem szabadul meg teljesen a törmeléktől. A működő elektromos gyalu helyétől függően célszerű a forgácskidobást egy bizonyos irányba irányítani.
Ehhez csak kapcsolja a kulcsot a kívánt helyzetbe. A módszer egyszerű, de esetenként kényelmetlen, mert a tömlő és a zsinór korlátozza a szerkezet rugalmasságát.
A szerszámhoz sokféle tartozék létezik, az elektromos gyalu árától függetlenül. Például edzett acélból készült, különböző méretű hullámos kések, amelyeket nagyoláshoz használnak, valamint olyan berendezések, amelyek lehetővé teszik a gyalu álló helyzetbe állítását, és egyidejűleg gyaluvá és automatikus fugává alakítását.
Az oldalütköző a mélységmérővel együtt képes pontosan beállítani az eltávolított forgács szélességét és vastagságát. A szög levágása érdekében az ütközők egy részét 0-ról 45 fokra szokás megdönteni. Vékony él vágásakor az oldalsó kerítés segít megadni a sík számára a szükséges egyensúlyt. A fent leírt összes lehetséges tartozékot a készletnek tartalmaznia kell.
Az elektromos gyalugép teljesítménye 0,4 - 2 kW. Otthoni használatra és saját kezűleg történő javításra egy elektromos sík alkalmas, amelynek teljesítménye 500-900 watt. Egyszerű és rövid távú munkához háztartási osztályú elektromos repülőgép vagy házilag készített kis teljesítményű elektromos repülőgép alkalmas. Az igazi mesterek számára pedig csak egy professzionális erős szerszámra van szüksége.
A vágó forgási sebessége képes befolyásolni a felületkezelés tisztaságát és 10-18 ezer fordulat/perc. Egyes modelleknél a forgási sebesség módosítható. Az elektronika is képes állandó szinten tartani, ami nagyon kényelmes keményfákkal való munka során.
A gyalulási szélesség 82 milliméter és több. Ez a szám akkor számít, amikor ideje nagy részét táblákon dolgozik. Sok cégnél a fa gyalulási szélessége általában nem haladja meg a 82 mm-t, de vannak olyan cégek a piacon, mint például az Interskol, amelyek kb. 102 milliméterre növelték a gyalulási szélességet.
A gyalulási mélységet 0-4 mm tartományban állíthatja be. Lehet sima és lépésről lépésre. Az él vágási mélysége 0 és 25 milliméter között van.
Az Ön által gyártott elektromos gyalu fa egy menetben történő megmunkálására szolgál, melynek szélessége akár 120 milliméter, megmunkálási mélysége pedig 1,2 milliméter. A munkadarab egy vágóblokk-lyukkal ellátott lemezen nyugszik. A vezetőnégyzet 2 db M8 csavarral van rögzítve az alaplaphoz, melyek műanyag fejűek, megakadályozza a termék oldalirányú elmozdulását a feldolgozás során.
Alulról az alaplapra rögzítve M6 csavarokkal, melyek süllyesztett fejűek, a forgókés tengelyének csapágyai. Az alaplemezen kívül a késtengely végén ékszíjtárcsa beépítése szokás. A lemezt 10 csavarral rögzítik egy elektromos gyalugép testére, amelyet egy 20 × 20 × 3 milliméteres acélsarokból hegesztenek.
A biztonsági burkolat három M6 hengerfejű csavarral csatlakozik a karosszériához az ékszíj hajtómű felett rugós alátéteken keresztül. A szerszám villanymotorja a ház belsejében található, és 2 db acélszalag formájú tartón keresztül csatlakozik hozzá. Két körülbelül 6,5 milliméter átmérőjű lyukkal rendelkeznek, amelyek saját kezűleg egy elektromos sík testéhez való rögzítésre szolgálnak, valamint egyenként 2 horony, amelyek biztosítják az elektromos motor beszerelését és helyzetének beállítását a feszítés érdekében. öv.
A készülék elektromos motorja a karosszéria elején található távirányítóról vezérelhető.A vezérlőpanel belsejében található U alakú konzol alatt 2 db párhuzamosan rögzített fázisváltó kondenzátor található, kapacitásuk 4 μF. A kapcsoló kívülről a panelre van felszerelve. A motort burkolat védi a por és forgács közvetlen behatolásától.
Először készítse el az alaplapot. A legidőigényesebb műveletnek a göndör vágás végrehajtását tartják a födémben, amely a kések kilépésére szolgál. Erre a célra használjon elektromos fúrót kis átmérőjű vágókoronggal, vagy fúrjon végig a furat kontúrja mentén, majd reszelje le a nyílást egy reszelővel. Az alaplapon lévő rögzítőfuratok kifúrása után az elektromos gyalutest 4 felső sarkában menetes furatok készülnek rajtuk.
Hegesztés előtt a felső sarkokat 10 csavarral rögzítjük az alaplemezhez, a test többi sarkát hozzájuk hegesztjük. Ezután az alaplemezt eltávolítjuk, és a testet végül a kontúr mentén hegesztjük, megtisztítva a hegesztett varratokat. Különösen gondosan tisztítják azon sík mentén, amelyben a test az alaplemezen fekszik. Ebben az esetben a rések elfogadhatatlanok, mert vibrációt váltanak ki az elektromos gyalu működése során. Gondolja át ezt, mielőtt saját kezűleg elektromos repülőgépet készít.
Az összeszerelés befejezése után győződjön meg arról, hogy a vágó tengelye az óramutató járásával ellentétes irányban forog - az előtolás irányába, a konzol oldaláról ítélve. Ennek a tulajdonságnak nagy jelentősége van, mivel az ékszíjtárcsa késtengelyre történő rögzítésének technikája nem teszi lehetővé az ellenkező irányú mozgást. A munka megkezdése előtt rögzítse a gyalutestet rések nélkül 4 db M6-os csavarral.
A réselt kés tengelye 2 db 120 mm széles késsel vagy egy késsel van felszerelve. Utóbbi esetben a tengely ellenkező oldalára ellensúlyt kell felszerelni az egyensúlyhiány és a rezgések kiküszöbölése érdekében. Mindegyik kés nyomólapokkal és 3 db M8-as csavarral van rögzítve, amelyeket a forgó késtengely menetes furataiba csavarnak.
A kések számára a leginkább hozzáférhető nyersdarabok a fémfűrészek kidolgozott pengéje, amelynek vastagsága körülbelül 3 milliméter. A kések vágóélének élezési szöge 30-40 fokon belül legyen. A göndör élezéssel dombormű felületet kaphat művészi keretekhez vagy sávokhoz.

A 10 milliméternél kisebb szélességű keskeny és vékony profilcsíkok szélesebb deszka hasításával készíthetők. Keskeny (12 milliméternél kisebb) késekkel végzett munka során a szerszám szilárdságának hiánya miatt nem ajánlott 8 milliméter mélységű hornyokat feldolgozni.
Most már tudja, hogyan kell elektromos síkot készíteni, csak meg kell tanulnia, hogyan kell megfelelően élesíteni a késeket. Beszéljünk erről a következő cikkben.
Az alábbiakban a „KERESÉS” 2010/4. folyóiratban megjelent cikk teljes szövegét közöljük.
Egy jó gyalunak nemcsak gördülékenyen kell terveznie, hanem pontosan kell kiválasztania a negyedet és a letörést is hibátlanul. Hogy a turistaosztályú modellek hogyan birkóznak meg ezekkel a feladatokkal, azt a tesztek során tudtuk meg.
A fő paraméterek, amelyek alapján az elektromos gyalugépeket kiválasztották a teszthez, a gyalulási szélesség (82 mm) és a motor teljesítménye (570-750 W) voltak. A szerszám termelékenysége nagymértékben függ a teljesítménytől: minél magasabb ez a mutató, annál vastagabb forgácsot képes a gép egy menetben eltávolítani.
A tesztben négy külföldi gyártású minta vett részt (Hitachi P20SB, Skil 1560АА, Black & Decker KW 712, Bosch PHO 20-82) és két orosz márkájú elektromos gyalugép - Interskol R-82TS-01 és Bajkál E-313... Mindegyik széles körben megvásárolható, és ára 1800 és 4000 rubel között mozog.

1  2
2  3
3  4
4  5
5  6
6
- Hitachi P20SB
- Black & Decker KW 712
- Bosch PHO 20-82
- Interskol R-82TS-01
- Skil 1560АА
- Bajkál E-313

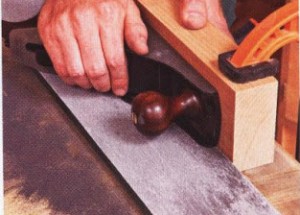
A felszerelésben a leggazdagabbak bizonyultak Interskol... Ezt az elektromos gyalugépet vízszintes és függőleges ütközőkkel a negyed vágásához, villáskulccsal a kések cseréjéhez, valamint egy forgácsgyűjtő zacskóval és egy állvánnyal szállítjuk, amely lehetővé teszi, hogy a gépet álló minigéppé alakítsa.Ehhez a szerszámot talppal felfelé kell felszerelni az állványra, és magát az állványt a tartóhoz csavarozni (lásd a fotót a cikk elején). A készlet tartalmaz egy speciális "zászlót" is: a forgó pengéket takarja, de nem zavarja a munkát (jobb oldali képen).
De at Skil és Fekete és decker A pengék cseréjéhez a hatlapfejű csavarkulcson kívül nincs más „tartozék”. Ezekhez a modellekhez a negyed és a chipek gyűjtésére szolgáló zacskó kiválasztásához szükséges vonalzókat külön vásárolják meg, de nagyon nehéznek bizonyult megtalálni őket.
Az összes vizsgált minta funkciókészlete megközelítőleg azonos. Ez elsősorban gyalulás, hajtogatás és letörés.
Négy modellnél a gyalulási mélység 0 és 2 mm között van megadva. Ez a tompa monotónia felhígul Hitachi (bejelentett tartomány 1-2 mm) és Bajkál (maximális gyalulási mélység 3,5 mm). Valóban, Bajkál magabiztosan távolítja el a 3,5 mm-es forgácsot, de ennek az elektromos gyalunak a szabályozója kritikát váltott ki. A tényleges gyalulási mélység és a fokozatos skálán leírtak között nincs összefüggés.
Van Hitachi a gyalulási mélység szabályozónak nincs korlátozója, ezért a deklarált 1 mm ellenére ez a sík 5 milliméterrel mélyebbre tud menni a fába. Széles deszkával azonban jobb ezt nem csinálni, hogy ne hogy túlterhelje a motort. De ha mondjuk egy vékony tábla végének feldolgozásáról beszélünk, akkor ez a funkció nagyon hasznos lehet. Például amikor a deszkázásnál fel kell szerelni az éldeszkát. Bár ebben az esetben nehéz beállítani a pontos gyalulási mélységet - szemmel kell meghatározni.
Van Interskola a gyalulási mélység beállító gomb nehezen forgatható. Ezen felül ennek a gépnek van egy kis visszahatása.
Minden tésztamodell V-horony van az elülső állítható talpon az alkatrészek éleinek és éleinek letöréséhez. És at Bosch sőt három ilyen horony (a bal oldali képen). Ez lehetővé teszi a különböző mélységű és szélességű letöréseket. Ha nagyon széles letörésre van szükség, állítsa be a maximális gyalulási mélységet az első menetnél, és járjon el a szokásos módon a következő meneteknél. 
A modellek jellemzői Skil és Bosch - egy elforgatható támasztó sarok a talp hátulján (a jobb oldali képen). Megakadályozza, hogy a kések hozzáérjenek a munkafelülethez, amikor a gépet leállítják vagy kikapcsolják. És munka közben maga a sarok befelé megy, és nem zavarja a gyalulást. Lehetővé teszi azt is, hogy szünet után a felület bármely pontján folytassuk a munkát.
Asztal 1... Elektromos gyalugépek műszaki jellemzői
Gratulálunk! Valóban, miután a hetedik izzadságig megdolgozott egy kéziszerszámmal, akkor az elektromos vasalóval végzett munka után nagy örömet szerez.
Akinek van Skil 1525-je - mesélje el, milyen a készülék.
És mi a különbség az 1525NA és az 1525Нb között?
Szeretnék visszatérni a Skil 1560 vitájához.
Kedves tulajdonosok, hogy működik a készülék?
milyen modelleket tudsz még megnézni ugyanazon az áron?
Skil 1560 - normálisan működik.
Kiküszöbölte a hiányosságokat (meg kellett nézni a vásárlást)
1-csiszolt talp
2- megszüntette a ferdeséget (lásd fent)
3- kicserélték a vezetéket: 2 méteres volt és kemény
4- levette a hangsúlyt a hátsó talpról, csak zavar
oldalsó ütközést készített egy rúdból és egy duralumínium lemezből, most már a vezető mentén tervezhet;
a tervben a kapcsolót is készítse újra - a zárat reteszelje át, és lazítsa meg a rugót; zökkenőmentesen induljon
Alexilten írta:
a tervben a kapcsolót is készítse újra - a zárat reteszelje át, és lazítsa meg a rugót;


átment a keresésen, de nem találta:
Skil 1560-hoz tudsz venni oldalsó megállót? vagy lyukak az oldalán a szépség kedvéért.
Skil 1560-hoz tudsz venni oldalsó megállót? vagy lyukak az oldalán a szépség kedvéért. [/ IDÉZET]
a kiemelés kedvéért lehet vásárolni ezen kívül, de hol? Fél évig kerestem, nem találtam, kiköptem és egy este alatt megcsináltam, amit kellett. Olcsó és vidám.
Alexilten írta:
Skil 1560-hoz tudsz venni oldalsó megállót? vagy lyukak az oldalán a szépség kedvéért.
a kiemelés kedvéért lehet vásárolni ezen kívül, de hol? Fél évig kerestem, nem találtam, kiköptem és egy este alatt megcsináltam, amit kellett. Olcsó és vidám. [/ IDÉZET]
hogyan, miből.
ha van kép - pliz!
Sajnálom, de nincs mit tenni a fényképen. Ott minden egyszerű és primitív: 6 mm vastag duralumínium lemezből kivágtam egy konzolt, macskát. helyére csavarva.A hátsó talpba a végéhez közelebb és a bal széléhez (a síkot hátulról nézve) fúrtam egy 5,5 mm-es lyukat - vannak merevítő bordákkal ellátott fülkék, 5 mm vastag téglalap alakú acéllemezt tettem M5-tel. lyuk és menet a fülkében, a talpon és a lemezen lévő lyukak egybeesnek. Nyírfa (igen, bárki megy, csak a kar alá került) egy 350 * 35 * 70-es rúd két önmetsző csavarral a tartóhoz csavarozva, és egy megfelelően fúrt lyukon keresztül M5 csavarral a hátsó talphoz. A csavar hosszát úgy kell megválasztani, hogy belesüllyedjen a rúdba, és csavarozáskor ne feküdjön a gyalu testéhez. Ez minden. Igaz, a rúd 35 mm hasznos szélességet vesz igénybe. Egy 2,5 méter hosszú deszka egyenetlen szélét kellett átszúrnom, bilincsekkel a szélétől egyenes sínt nyomtam 73 mm távolságra és szó szerint pár menet alatt egyenletes (legalább lő) élt kaptam. A rúd méretei természetesen nem kritikusak, többféle hosszban és szélességben is elkészíthetők különböző helyzetekhez. Ha nem tudod elmagyarázni, akkor ne rúgj sokat, keresek valamit, amivel lefényképezhetem.
Ma vettem és ma szétrobbantak a szíjak (jár a motor, de a dob nem pörög = (), gyalulásnál 0,6 mm 5 perccel a munka megkezdése után.
Kár, eddig erre a modellre hangoltam.
Egy kis fizikai erőfeszítésre és minden műhelyben rendelkezésre álló szerszámra van szükség ahhoz, hogy ez az elhasználódott hangszer visszanyerje korábbi működőképes formáját.
Legtöbbünknek van egy vagy több régi gyalugépe, amely évek óta porosodik a polcokon. John Olson kéziszerszám-szakértő a közelmúltban egy ilyen gyalut vett magához, a Stanley No. 5, körülbelül egy évszázada adták ki. Közbenső pozíciót foglal el a simítósík (csiszoló) és a fugázó között, és a deszkák elsődleges feldolgozására szolgál. Az „ötös” még mindig az egyik legelterjedtebb modell, és a tartalékok sem hiányoznak. Még ha az Ön gyaluja eltér is ettől, a következő műveletekkel is javítható.
A John által átépített gépnek kisebb külső hibái voltak, de az erős használat látható jelei mutatkoztak rajta – ez egyértelmű bizonyítéka a gyalugép kiemelkedő teljesítményének. (A fotó).
Ha rendet akarsz tenni a gépeden, akkor teljesen szereld szét, és alaposan vizsgáld meg.
- Rozsda. Nem érdemes túlzottan odafigyelni rá, mert könnyen eltávolítható. De ha az apró alkatrészeket erősen korrodálták a rozsda vagy csavarok, a karok és egyéb beállítóelemek beszorultak a korrózió következtében, és mély üregek képződtek a talpon, akkor jobb tartózkodni a helyreállítástól. a szájnál vagy törött karnál felejtsd el a javításokat.
- A részletek hiánya. A legtöbb asztali gyalugép alkatrészeit úgy találhatja meg, hogy újakat vásárol speciális cégek katalógusaiból, vagy régieket online aukciókon (gondolja meg kép lent, hogy megtudja a nevet repült). De ha egy alkatrész cseréjének költsége meghaladja egy új repülőgép költségét, akkor érdemes elgondolkodni a javítás megvalósíthatóságán.
Mindezt nem lehet elkerülni – izzadni kell a rozsdás gép tisztításához. John a vékony acélgyapot tisztítási módszert részesíti előnyben az ő jellegzetes Work Rust Free termékével, amely minden sarokba behatol. (B fotó).
Hagyja beszívódni a rozsdaeltávolítót 30 másodpercig, mielőtt a lepedéket acélgyapot pálcikával dörzsölné le. Ezután törölje le a felületeket lakkbenzinnel.
A polírozó tartozékkal ellátott fúró segítségével gyorsan fényesre tisztíthatja a sárgaréz anyákat.
A makacs rozsda- és festéknyomok leküzdésére jobb, ha finom szemcsés csiszolópapírt vagy csiszolóanyaggal, ecsettel és polírozó tartozékokkal ellátott fúrót használ. (C fotó).
Ha ezek a módszerek túl lassúnak tűnnek az Ön számára, próbálkozzon az elektrolízissel.
A maszkolószalag letakarja azokat a területeket, amelyeken nem lehet foltos.Óvatosan vágja le a felesleges szalagot egy késsel, a vágás közepétől kezdve, és a pengét a széle mentén vezesse.
Régen a legtöbb gyalugyártó speciális festékekkel védte a fém alkatrészeket a korróziótól, amelyek összetételét titokban tartották és elvesztették. Ehelyett John modern korróziógátló festékeket, például Rustoleum Blacket használ.
Mindenekelőtt a talpat, a test arcát és az érintkezési területet a "béka" felszereléséhez védeni kell maszkolószalaggal. (Fénykép D). Ragassza fel a lapos területeket, ahol a penge érintkezik a békával és a testtel, valamint a prés alját, amely érintkezik a forgácstörővel. Ezután fújjon fel két-három réteg festéket a test minden szabadon lévő felületére, a béka és a nyomás. Hagyja teljesen megszáradni a festéket, és távolítsa el a maszkolószalagot.
Fordítsa el a "békát", hogy a kar ne zavarja a munkát, és csiszolja meg a sík egy részét. Ezután mozgassa a kart a másik oldalra, és csiszolja meg a többit.
Annak érdekében, hogy a "béka" megbízhatóan tartsa a pengét egy bizonyos szögben, szorosan érintkeznie kell a pengével és a testtel. Helyezze a békát a testben lévő érintkezőpárnára - szorosan illeszkednie kell és teljesen stabilnak kell maradnia. Még a legkisebb ingadozás is elfogadhatatlan. Ha kissé bizonytalannak érzi magát, vigyen fel egy kis autómotor-szeleppasztát (az autókereskedésekben kapható) a béka aljára. Miután rögzítette a testet egy satuban, mozgassa a "békát" előre-hátra az érintkezési területen, amíg stabil nem lesz. Mossa le az összes szennyeződést és paszta maradékot lakkbenzinnel. Ezután simítsa le a béka tetejét, ahol a penge fekszik. Helyezzen egy 120-as szemcseméretű csiszolópapírt egy lapos üveglapra, és enyhén rögzítse az üveget satuval, ütközőkkel és fahasábokkal. Tegye félre a beállító kart, és csiszolja meg a béka elülső síkját a csiszolópapír szélén (E kép). Gyakran ellenőrizze az eredményt. Amikor a teljes felület fényes, lépjen 220-as csiszolópapírra, hogy eltávolítsa a durva nyomokat.
A forgácstörő elülső élének egyenetlenségei hézagokat hoznak létre, amelyekben a forgács elakad, és rontja a gyalulási teljesítményt.
A forgácstörő (ahogy a neve is sugallja) egy meghatározott ponton töri el a forgácsot, ezáltal megakadályozza, hogy a fa megrepedjen a penge beékelő hatása alatt. Sérült vagy kopott forgácstörő (Fénykép F) megnehezíti a gyalulási folyamatot, megakadályozva a forgács megfelelő eltávolítását és a sima felület elérését. Óvatosan korrigálja a forgácstörő bevezető élének alakját az alábbi lépések szerint (kép G és H).
A forgácstörőt egy munkaasztal szélével ferdén tartva csiszolja meg az elülső élt belülről 120 és 220 szemcseméretű csiszolópapírral.
Rögzítse a forgácstörőt az élezőben ferdén úgy, hogy az élezési sík érintse a hajlítási vonalat, és csiszolja le a bevezető élt 120-as és 220-as csiszolópapírral.
Ezután kezdje el élesíteni a pengét (régi vagy új) a szokásos módszerrel. Számos csiszolópapírral John a pengét 25°-os szögben letörte, egymás után 120-as csiszolóanyagot használva; 220 és 320 egység, majd a vágóélnél 30°-os szögben lecsiszolta a mikrofilmet 2000-es számú csiszolópapírral. (I. kép és J).
Dörzsölje a hátoldalt 220-as szemcseméretű papírral; 320 és 2000. Egy finom szemcsés papírlapot a súrlódás tartja a helyén.
120-as papíron élesítsd tömör ferdére. Ezután végezzen néhány egymást követő mozdulatot 220 szemcsenagysággal; 320 és 2000 egység.
Vezesse a reszelőt enyhe szögben, és távolítson el több anyagot a csapból, hogy elkerülje a száj kiszélesedését.
Ennél a gyalutípusnál a forgácstörő elülső élén lévő dudor elősegíti a szilárd érintkezést a pengével, növelve annak stabilitását működés közben. De részben lefedi a csapnyílás nyílását, megnehezítve a forgácsok kijutását. János úgy oldja meg ezt a problémát, hogy kiszélesíti a talp (száj) rését. Egy négyzet segítségével húzzon egy vonalat, amely párhuzamos a száj elülső szélével. Tartsa a testet satuban, és reszeljen le egy kis fémet az elülső széléről (K kép). A vonal útmutatóként szolgál a száj széleinek egyenesen tartásához.
A sík síkjának síkjának egyengetése érdekében a testében a feszültségeknek ugyanolyannak kell lenniük, mint a gyalulási folyamat során. Ezért teljesen össze kell szerelnie a síkot, anélkül, hogy a pengét a talpra tolja, és ismételje meg a csiszolást csiszolópapírral.
A síkot helyesen tartva, mint a gyalulásnál, és előre-hátra mozgatva önkéntelenül is ingamozgásokat teszel. Ez hasznos a valódi munkához, de a csiszolás ütést hoz létre a középtalpban, és gyorsabban lecsiszolja a lábujjat és a sarkot. John inkább mindig forgatja a gépet, hogy a talpa lapos maradjon. A külső talp és az arccsont egymáshoz igazításához kövesse az alábbi lépéseket Fénykép L—O.
Most már mindent meg kell tisztítani egy lakkbenzinnel átitatott puha ruhával. Vigyen fel vékony réteg viaszpasztát az újonnan csiszolt csíkra és a pofákra, hogy megvédje a korróziótól és állítsa be a felújított gyalut a gyaluláshoz. Gratulálunk! Egy kiváló eszköz tulajdonosa lettél, amely hosszú célok elérésére is kitart.
Gyakran ellenőrizze a csiszolás eredményét. Néhány ütés után fényes foltok mutatják a külső talp kopásának mértékét
Miután a talp teljesen egy vonalba került, fejezze be a csiszolást úgy, hogy 220 és 320 szemcseméretű csiszolópapírral távolítsa el a nyomokat.
Ahhoz, hogy a test arcát merőlegesen tartsa a talpra, csiszolja le úgy, hogy a talpat egy keményfa tömb széléhez nyomja.
Az elektromos gyalukések időben történő és helyes beállítása lehetővé teszi, hogy teljes mértékben kiaknázza e csodálatos szerszámban rejlő lehetőségeket.
A gyalukengék helyes beállításával nagy mennyiségű anyaggal könnyedén megbirkózhat.
Az elektromos gyaluk új modelljei lehetővé teszik, hogy könnyedén megbirkózzon nagy mennyiségű anyaggal. Az elektromos sík durva és befejező, fafeldolgozást is végezhet. Az elektromos gyaluk egyes modelljei olyan jó eredmény elérését teszik lehetővé, hogy nincs szükség felületi csiszolásra.
A kezelt felület tisztasága közvetlenül függ a gyalulás mélységétől. A gyalulási mélység egyes modelleknél 0,1 mm-es lépésekben van beállítva. Szerszám vásárlásakor különös figyelmet kell fordítania erre a paraméterre. Általában a kések munkába állítását mindig nagyon óvatosan kell elvégezni.
Az elektromos gyaluberendezés két kést tartalmaz, amelyek két vágófelülettel rendelkeznek, és könnyen eltávolíthatók.
Az elektromos gyalu lehetővé teszi a felület kiváló minőségű feldolgozását bizonyos méretek megtartása mellett. De a munka eredménye közvetlenül függ a kések kiválasztásától. A használat során gyakran kellemetlen hiba lép fel - a felület hullámosnak tűnik. Ennek oka az enyhe magasságkülönbség. A problémát az elektromos gyalukések helyes beállítása és spirálkésekre cseréje oldja meg.
Az elektromos szerszámok általában két pengével vannak ellátva. Leggyakrabban nagy szilárdságú edzett acélból készülnek. A volfrámpengék kevésbé gyakoriak. Élezésük speciális mechanizmussal történik, amelyben a kés rögzítve van és az élezési szög be van állítva.
A kések vásárlásakor figyelembe kell venni a biztonságukat. Az elektromos szerszámok leggyakrabban kétféle védelemmel vannak felszerelve:
- a kezelt felület védelme;
- ujjvédelem.
Sok elektromos gyalu védőlemezzel rendelkezik, amely munkavégzéskor, a dob zárásával lehetővé teszi a felület különböző mélységekben és bármilyen távolságban történő megmunkálását.
A vezérlő mechanizmus az elektromos gyalu fogantyúján található. A mechanizmus működtetése a kések kinyújtásához vezet. Beállítási mélység 2 mm.
Az elektromos gyalukések élezése ugyanazon elv szerint történik, mint a kéziszerszámoknál. Az egyetlen különbség a pengék számában van. Az elektromos síkban kettő van, és csak párban cserélik őket. Egy készletből származó pengék használatával elkerülhető az egyensúlyhiány. Ennek a szabálynak a megsértése nagyon alacsony feldolgozási minőséget és felgyorsult szerszámtörést eredményez.
A gyalugép vágóelemei egy forgó dobra vannak felszerelve. Egy speciális horonyban van elhelyezve, és anyákkal van rögzítve. Az anyák meglazítása után a rés meghosszabbítható és a pengék cserélhetők. A pengék forgathatók, ami azt jelenti, hogy ha az egyik oldal tompa, a penge gyorsan és egyszerűen cserélhető.
Jelenleg különféle formájú elektromos gyalukengéket gyártanak:
- Egyenes vonalak - apró alkatrészek gyalulásához, negyedek mintavételéhez.
- Hullámszerű - lehetővé teszi az "öreg" fa utánzását.
- Lekerekített - szépen átmenetek a gyalulási vonalak között, ezért széles felülettel történő megmunkáláshoz használják.
A kések méretüktől függően 3 csoportba sorolhatók.
Hagyományos 82 mm, más néven "lemezek". Pontos méretek: hosszúság 82 mm, szélesség - 5,5 mm, vastagság - 1,2 mm. A legtöbb importált gyalumodellhez illeszkedik, beleértve a Skilt, Black & Deccert. Szénacélból gyártva. Ezeknek a késeknek az ára és minősége a gyártótól függ.
Egyes szerszámmodellekhez tervezett speciális kések. A "tányérokból" ezek a kések vastagabbak és szélesebbek, erősebbek. Ezeknek a késeknek a hossza 82 vagy 102 mm. Vastagságuknak köszönhetően könnyen élezhetők.
Egy adott modellhez gyártott kések, például Rebir. Leggyakrabban vastagok és szélesek (110 mm-ig). Van egy lyuk a rögzítéshez.














